Результат интеллектуальной деятельности: ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано в прессовых производствах различных отраслей народного хозяйства для штамповки крупногабаритных деталей из листовых материалов (металлов и неметаллов), преимущественно для штамповки-вытяжки крупногабаритных кузовных деталей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на листоштамповочных прессах простого, двойного и тройного действий, а также на листоштамповочных многопозиционных автоматах.
Известен традиционный штамп для вытяжки сложной крупногабаритной детали из листовой заготовки на прессе двойного действия, содержащий пуансон, матрицу и прижимную плиту и работающий так: укладка листовой заготовки на штамп, при ходе наружного ползуна пресса - прижим фланца листовой заготовки прижимной плитой штампа к прижимной поверхности матрицы, при ходе внутреннего ползуна пресса -вытяжка центральной части листовой заготовки пунсоном в рабочую полость матрицы вдоль контура в плане с одновременным торможением фланца листовой заготовки при помощи тормозных элементов штампа типа перетяжных ребер и порогов, причем в процессе вытяжки воздух из зазора между рабочими поверхностями пуансона и матрицы и листовой заготовки удаляется через отверстия в пуансоне, чтобы этот воздух не мешал процессу формоизменения листовой заготовки (Нефедов А.П. Конструирование и изготовление штампов. - М.: Машиностроение, 1973, с.64, рис.46).
Недостатком известного штампа для вытяжки является то, что после окончания процесса вытяжки полуфабриката пуансоном в матрицу, выхода пуансона из матрицы и отхода прижимной плиты от полуфабриката, когда расположенный внутри матрицы выталкиватель начинает подниматься вместе с центральной частью полуфабриката, за счет больших сил сцепления и прилипания смазанной краевой части полуфабриката к прижимной поверхности матрицы с перетяжными ребрами или порогами эта нежесткая краевая часть тонколистового полуфабриката застревает на неподвижной прижимной поверхности матрицы, при этом сила сцепления краевого участка полуфабриката с прижимной поверхностью матрицы сначала превалирует над силой сопротивления этого участка полуфабриката. Затем в процессе подъема выталкивателя площадь контакта краевой части полуфабриката с прижимной поверхностью матрицы и соответственно сила сцепления краевой части полуфабриката с прижимной поверхностью матрицы уменьшаются, а площадь поверхности поднимаемой краевой части полуфабриката и соответственно сила сопротивления этой части возрастают, в результате в определенный момент краевая часть полуфабриката отсоединяется от прижимной поверхности матрицы.
Застревание краевой части полуфабриката на прижимной поверхности матрицы с перетяжными ребрами или порогами является нестабильным процессом, который то проявляется, то нет, и зависит от большого количества неуправляемых нами технологических факторов (состав и толщина слоя смазки, зазор между прижимными поверхностями матрицы с перетяжными ребрами и порогами и прижимной плиты, износ рабочих поверхностей пуансона, матрицы и прижимной плиты и др.). Эти факторы различны для каждой наладки штампа для вытяжки каждой партии полуфабрикатов. После такого застревания и возврата на прежнее место краевая часть полуфабриката и прилегающие к ней участки центральной части полуфабриката искажаются с образованием складок и изломов, что приводит к снижению точности и качества и даже к браку вытянутого полуфабриката, особенно при штамповке лицевых кузовных деталей автомобилей и подобной техники, так как к лицевым деталям предъявляются очень высокие требования по качеству поверхности.
Задачей изобретения является разработка конструкции штампа, обеспечивающего улучшение качества полученного полуфабриката из плоской или пространственной листовой заготовки и снижения трудоемкости при штамповке и удалении полуфабриката из рабочей зоны штампа.
Технический результат заключается в повышении качества полученного полуфабриката и снижении трудоемкости.
Поставленная задача решается за счет того, что в матрице по периметру напротив краевой части полуфабриката располагаются закрепленные, по меньшей мере, два пневмо- или гидросъемника с поршнями и штоками для выдвижения из прижимной поверхности матрицы штоков и отсоединения полуфабриката от прижимной поверхности матрицы в момент начала подъема прижимной плит, на прессе двойного действия, при первом варианте или перед съемом полуфабриката с прижимной плиты, на прессе простого действия, при втором варианте.
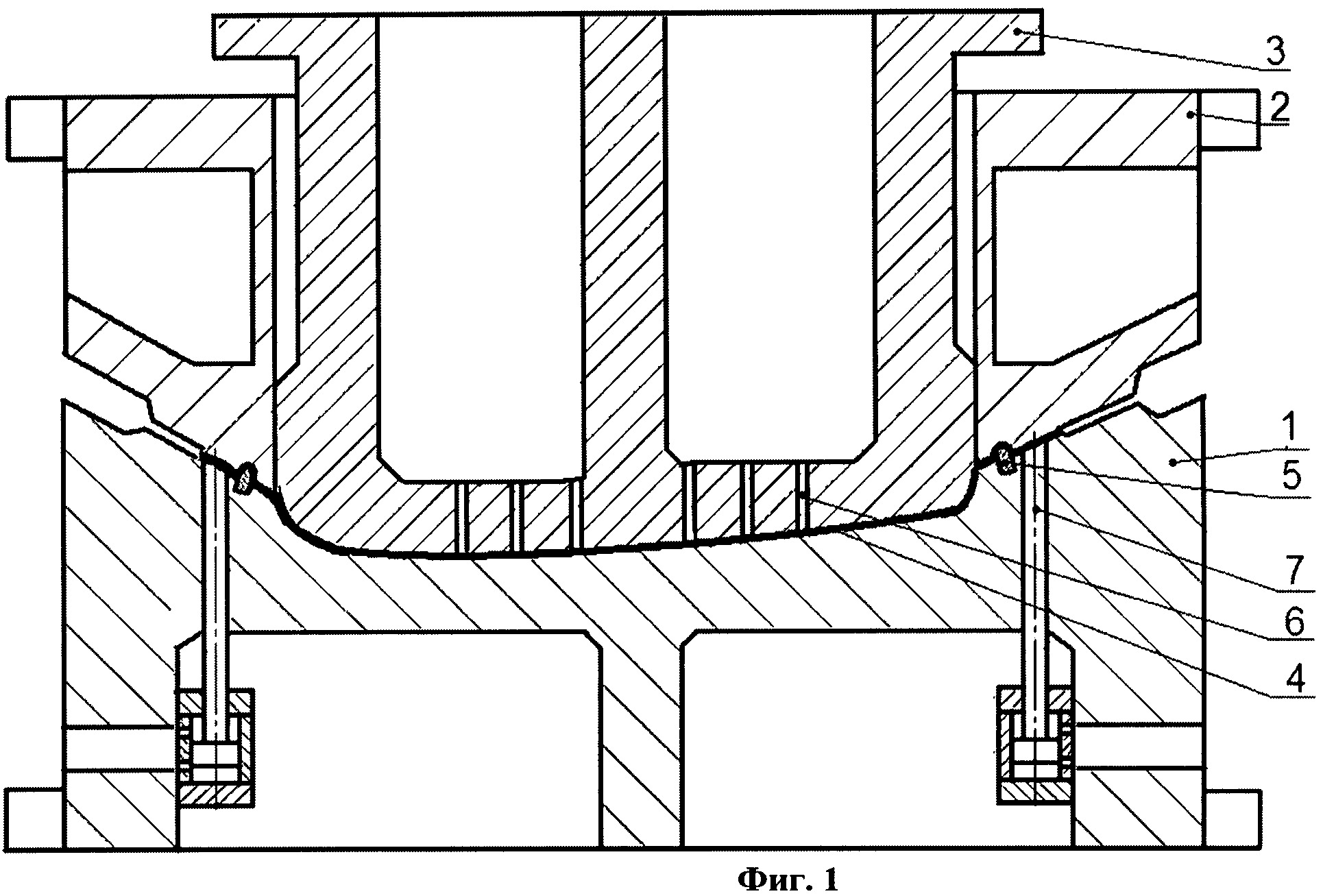
Сущность изобретения по варианту 1 характеризуется фиг.1. На фиг.1 показано сечение нового штампа для вытяжки полуфабриката на прессе двойного или тройного действия в конечный момент вытяжки детали в крайнем нижнем положении наружного и внутреннего ползунов пресса.
Штамп на прессе двойного или тройного действия работает следующим образом. Листовую заготовку из листового материала укладывают на прижимную поверхность матрицы 1, как правило, с перетяжными ребрами или порогами 5. При ходе наружного ползуна пресса вниз при помощи закрепленной на нем прижимной плиты 2 осуществляют формовку краевой части листовой заготовки и ее прижим по прижимной поверхности матрицы 1. При ходе внутреннего ползуна пресса вниз закрепленный на этом ползуне пуансон 3 втягивает листовую заготовку в рабочую полость матрицы 1. Чтобы в процессе вытяжки воздух в зазоре между рабочими поверхностями пуансона, матрицы и листовой заготовки не мешал процессу формоизменения листовой заготовки, его удаляют через отверстия 6 в пуансоне 3. После окончания процесса вытяжки полуфабриката 4 дном вниз, выхода пуансона 3 из матрицы 1 и отхода прижимной плиты 2 от полуфабриката 4 в момент начала хода расположенного в матрице 1 выталкивателя (на фигурах не показан) вверх с целью отсоединения плотно прилегающей и сцепленной через слой смазки краевой части полуфабриката от прижимной поверхности матрицы 1 с перетяжными ребрами или порогами 5 включают расположенные в матрице 1 по периметру краевой части полуфабриката 4 пневмо- или гидросъемники 7, отсоединяющие краевую часть полуфабриката 4 от прижимной поверхности матрицы 2. Как только между краевой частью полуфабриката 4 и прижимной поверхностью матрицы 1 образовался зазор, пневмо- или гидросъемники 7 возвращают в исходное положение.
Таким образом, выталкиватель в матрице 1 совместно с пневмо- или гидросъемниками 7 отсоединяют центральную и краевую части полуфабриката 4 от поверхности матрицы 1, и полуфабрикат 4 остается лежать в строго зафиксированном положении на выталкивателе в его верхнем положении.
Далее полуфабрикат 4 снимается с выталкивателя при помощи средств механизации или вручную. Перетяжные ребра или пороги могут располагаться на рабочей поверхности прижимной плиты, тогда на прижимной поверхности матрицы будут канавки под эти перетяжные ребра или пороги. Аналогично осуществляют процесс вытяжки в новом штампе следующего полуфабриката в серийном производстве. На последующих операциях штамповки из полуфабриката изготавливают готовую деталь, которая применяется по назначению.
Если не принимать мер по надежному съему полуфабриката с прижимной поверхности матрицы, то после вытяжки при ходе расположенного в матрице выталкивателя вверх зажим и застревание нежесткой и прилипшей к прижимной поверхности матрицы краевой части полуфабриката дают складки и изломы на этой краевой части и прилегающих к ней центральных участках поверхности полуфабриката, эти складки и изломы после всех операций штамповки остаются на поверхности готовой детали, что приводит к снижению точности и качества и даже к браку вытянутого полуфабриката. На производстве для устранения застревания краевой части полуфабриката на прижимной поверхности матрицы потребуются останов автоматической линии штамповки, доработка штампа для вытяжки, подбор новой смазки листовой заготовки и других полумер, что приведет дополнительно еще и к большим производственным издержкам и повышению себестоимости изготовления данной детали.
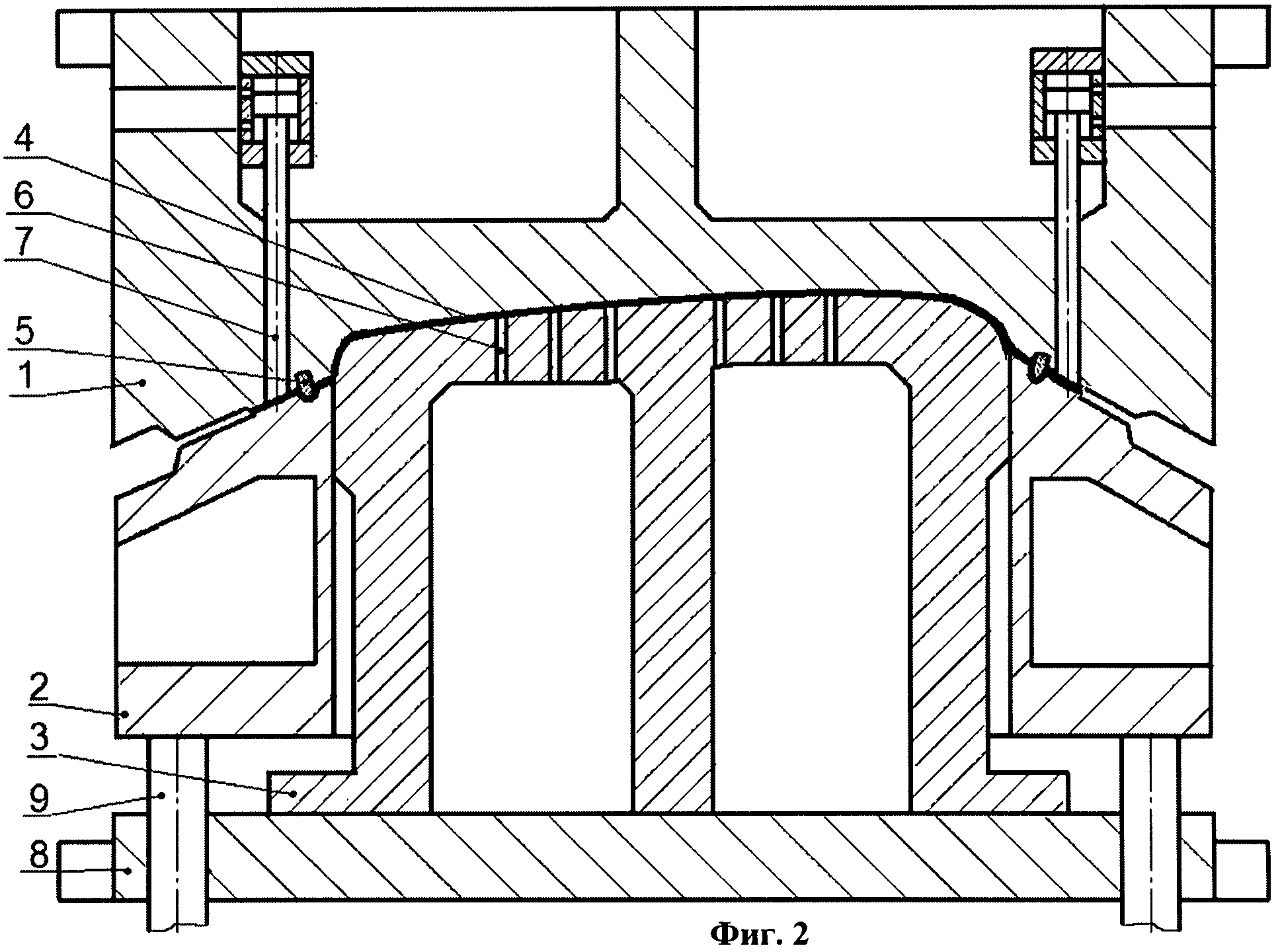
Для варианта 2 схема штампа для вытяжки по варианту 1 (фиг.1) переворачивается, как показано на фиг.2, где неподвижный пуансон 3 закреплен на нижней плите штампа 8. По варианту 2 (фиг.2) штамп для вытяжки на прессе простого действия или многопозиционном прессе-автомате работает следующим образом. Листовую заготовку укладывают на поднятую перед вытяжкой рабочую поверхность прижимной плиты 2. При ходе ползуна пресса вниз при помощи закрепленной на нем матрицы 1, как правило, с перетяжными ребрами или порогами 5, сначала осуществляют формовку краевой части листовой заготовки и ее прижим между прижимными поверхностями опускающихся матрицы 1 и прижимной плиты 2, которая через толкатели 9 сквозь нижнюю плиту штампа 8 опирается на подушку пресса (не показана). Затем при продолжении хода ползуна пресса вниз закрепленная на этом ползуне матрица 1 охватывает пуансон 3, в результате листовая заготовка втягивается пуансоном 3 в рабочую полость матрицы 1. Чтобы в процессе вытяжки воздух в зазоре между рабочими поверхностями пуансона, матрицы и листовой заготовки не мешал процессу формоизменения листовой заготовки, этот воздух удаляют через отверстия 6 в пуансоне 3. После окончания процесса формоизменения листовой заготовки с получением полуфабриката 4 дном вверх начинается движение ползуна с матрицей 1 вверх по отношению к неподвижному пуансону 3. Одновременно вместе с матрицей 1 вверх под действием толкателей 9 и подушки пресса поднимается и прижимная плита 2, которая удерживает полуфабрикат 4 в полости матрицы 1. На определенном ходе ползуна пресса вместе с матрицей 1 вверх прижимная плита 2 прекращает следовать за матрицей 1 вверх под действием подушки пресса и останавливается. В момент окончания подъема прижимной плиты 2 вместе с полуфабрикатом 4 и начала разъединения краевой части полуфабриката 4 с прижимной поверхностью матрицы 1 включают расположенные в матрице 1 по периметру краевой части полуфабриката 4 пневмо- или гидросъемники 7, отсоединяющие плотно прилегающую и сцепленную через слой смазки с прижимной поверхностью матрицы краевую часть полуфабриката 4 от прижимной поверхности матрицы 2. Таким образом, пневмо- или гидросъемники 7 совместно с силами тяжести полуфабриката надежно и бездефектно отсоединяют краевую часть полуфабриката 4 от прижимной поверхности матрицы 1, и полуфабрикат 4 остается лежать в строго зафиксированном положении на рабочей поверхности прижимной плиты 2. Как только между полуфабрикатом 4 и прижимной поверхностью матрицы 1 образовался зазор, пневмо- или гидросъемники 7 возвращают в исходное положение.
Далее полуфабрикат 4 снимают с прижимной плиты 2 при помощи средств механизации или вручную. Аналогично осуществляют процесс вытяжки в новом штампе следующего полуфабриката в серийном производстве. На последующих операциях штамповки из полуфабриката изготавливают готовую деталь, которая применяется по назначению.
Все варианты данного штампа для вытяжки полуфабриката, по сравнению с известными штампами, за счет надежного и бездефектного съема полуфабриката с прижимной плиты и с прижимной поверхности матрицы повышают точность и качество вытягиваемого полуфабриката, устраняют складкообразование и изломы на его поверхности, за счет снижения процента брака при вытяжке полуфабриката дают экономию и уменьшают норму расхода листового материала на один полуфабрикат, а также снижают трудоемкость и себестоимость изготовления этого полуфабриката.
Устройство для фильтрации воздуха отопительно-вентиляционной системы транспортного средства
Способ работы скребкового очистителя
Система безопасности
Телескопический амортизатор
Способ вытяжки кузовных деталей сложной формы
Датчик крутящего момента вала
Задний бампер с установленными на нем световозвращателями
Устройство для гибки труб
Способ гибки труб
Головка центровально-подрезная
Способ испытания листовых материалов на осесимметричную вытяжку
Способ вытяжки сложного крупногабаритного пространственного полуфабриката (варианты)
Способ устранения царапин и задиров на листоштампованных деталях
Устройство для испытания листовых материалов (варианты)
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краев образца (варианты)
Способ правки и штамп для правки пластическим деформированием сложной крупногабаритной детали из листового материала
Штамп для вытяжки кузовных деталей
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при четырехугловой гибке с прижимом краев образца (варианты)
Способ испытания листового материала на растяжение, изгиб и пружинение (варианты)
Штамп-прибор для испытания и способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты)

