Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА, ТЕПЛООБМЕННИК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА ДЛЯ ТЕПЛООБМЕННИКА
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к производству гофрированных листов из композиционных материалов и высокотемпературных теплообменников, используемых в авиационной и ракетно-космической технике, дизельных двигателях, бойлерах и т.д.
Известен способ изготовления пластинчатого пакета теплообменника из композиционного материала, включающий раскрой в размер гофрированных и разделительных плоских листов, выполненных из композиционного материала, сборку гофрированных и разделительных плоских листов в пакет (см. патент США №4787443, НКИ 165/165, 29.11.1988 г.). В пластинчатом пакете теплообменника из композиционного материала, изготовленного известным способом, гофрированные и разделительные плоские листы производят экструзионным методом из керамической массы, содержащей в основном карбид кремния, нитрид кремния, нитрид алюминия, керамику состава Si-Al-O-N и кремний. Одним из компонентов композиции является углерод, который взаимодействует в процессе изготовления теплообменника с кремнием, образуя карбид кремния, консолидирующий материал листов. Применение экструзии приводит к значительной толщине листов, что, в свою очередь, приводит в сочетании с относительно низкой теплопроводностью к высоким термонапряжениям в керамическом теплообменнике в процессе его эксплуатации.
Данный способ изготовления пакета теплообменного аппарата не обеспечивает необходимую прочность изделия и возможность многократного использования при высоких температурах.
Наиболее близким к предлагаемому способу по совокупности существенных признаков является способ изготовления теплообменника, включающий раскрой в размер гофрированных и разделительных плоских листов, выполненных из композиционного материала, сборку гофрированных и разделительных плоских листов в пакет при перекрестном направлении гофр в соседних слоях, последующую термообработку и установку в корпус (см. патент США №4789585, НКИ 428/186, 165/134.1, 12.06.1988 г.).
Известный способ не позволяет изготавливать теплообменник с необходимой прочностью для использования при высоких температурах и малой массой.
Известен пластинчатый теплообменник, содержащий пакет из металлических плоских и гофрированных листов с образованием каналов для рабочих сред (см. авторское свидетельство СССР №1483232, МПК 4 F28D 9/00, 30.05.1989 г.).
Данный теплообменник не обеспечивает необходимую прочность изделия при высоких температурах (800°С и более) и имеет значительную массу из-за высокой плотности до 8,5 г/см3.
Наиболее близким к предлагаемому устройству по совокупности существенных признаков является теплообменник перекрестного типа, содержащий корпус, внутри которого установлен пакет из разделительных плоских листов, чередующихся с перекрестно расположенными гофрированными листами (см. патент США №4789585, НКИ 428/186, 165/134.1, 165/165, 06.12.1988 г.).
Известный теплообменник изготавливают по бумажной технологии из керамической бумаги толщиной 1 мм, которая ввиду низкой прочности при термоциклировании не позволяет обеспечить необходимую прочность изделия при высоких (800°С и более) температурах.
Известен способ изготовления сотовых структур, в котором гофрированный лист из композиционного материала из стеклопластиков, органопластиков или углепластиков получают методом рифления в валках, причем некоторые материалы при этом термофиксируют - подвергают нагреву до 160-180°С (см. Справочник по композиционным материалам под ред. Дж.Любина. - М.: Машиностроение, 1988. - 584 с.).
Данный способ изготовления не обеспечивает получения высокотемпературного гофрированного листа, т.к. проводится при температуре отверждения полимерного связующего, при которой не происходит его термодеструкция. При повышении температуры обработки до температур разложения полимерной матрицы (600-1000°С) точность сформированного в валках профиля гофры не обеспечивается ввиду ее неизбежной усадки.
Наиболее близким к предлагаемому способу по совокупности существенных признаков является способ изготовления гофрированного листа из неметаллического материала, включающий формование пластины с образованием гофр с последующим нагревом (см. патент США №4108938, МПК B01D 67/00, В29С 53/22, 22.08.1978 г.).
Известный способ не обеспечивает получение гофрированных листов для теплообменника из композиционного материала, сохраняющих прочность при высоких температурах и имеющих низкую плотность.
Задачей группы изобретений является создание теплообменника из композиционного материала с уменьшенной плотностью, который можно использовать при высоких температурах.
Техническим результатом при использовании предлагаемой группы изобретений является увеличение прочности теплообменника из композиционного материала для использования при высоких температурах с одновременным уменьшением его массы.
Указанный технический результат в части способа изготовления теплообменника из композиционного материала достигается тем, что в способе изготовления теплообменника, включающем раскрой в размер гофрированных и разделительных плоских листов, выполненных из композиционного материала, сборку гофрированных и разделительных плоских листов в пакет при перекрестном направлении гофр в соседних слоях, последующую термообработку и установку в корпус, перед сборкой места касания листов по вершинам гофр гофрированных листов смазывают высокотемпературным клеем для приклеивания разделительных плоских листов к гофрированным и последовательно после сборки осуществляют отверждение высокотемпературного клея и термообработку пакета при температуре 800-1900°С, а затем производят уплотнение пакета керамическим компонентом.
Кроме того, отверждение высокотемпературного клея проводят с использованием давления.
Указанный технический результат в части устройства достигается за счет того, что в теплообменнике, содержащем корпус, внутри которого установлен пакет из разделительных плоских листов, чередующихся с перекрестно расположенными гофрированными листами, гофрированные листы и разделительные плоские листы жестко соединены между собой в местах касания листов по вершинам гофр и выполнены из одинакового высокотемпературного композиционного материала, прочность которого обеспечивается применением волокнистого наполнителя.
Кроме того, корпус теплообменника выполнен из высокотемпературного композиционного материала; теплообменник снабжен боковыми фиксаторами, выполненными из композита типа C-SiC или SiC-SiC.
Указанный технический результат в части способа изготовления гофрированного листа для теплообменника достигается тем, что в способе изготовления гофрированного листа для теплообменника, включающем формование пластины с образованием гофр с последующим нагревом, перед формованием пластины, представляющей собой препрег, на поверхность основания с профилем, точно воспроизводящим внутренний контур формуемого гофрированного листа, наносят клей для склеивания разнородных материалов и последовательно, от одного конца основания к другому, приклеивают препрег к поверхности гофрированного основания, затем гофрированной прижимной плитой прессуют препрег к гофрам основания и подвергают основание с гофрированным листом карбонизации.
Кроме того, препрег изготавливают на основе углеродной ткани, или стеклоткани, или ткани из оксидных, нитридных, карбидных волокон, волокон карбида кремния с последующей пропиткой или термореактивным, или кремнийорганическим связующим.
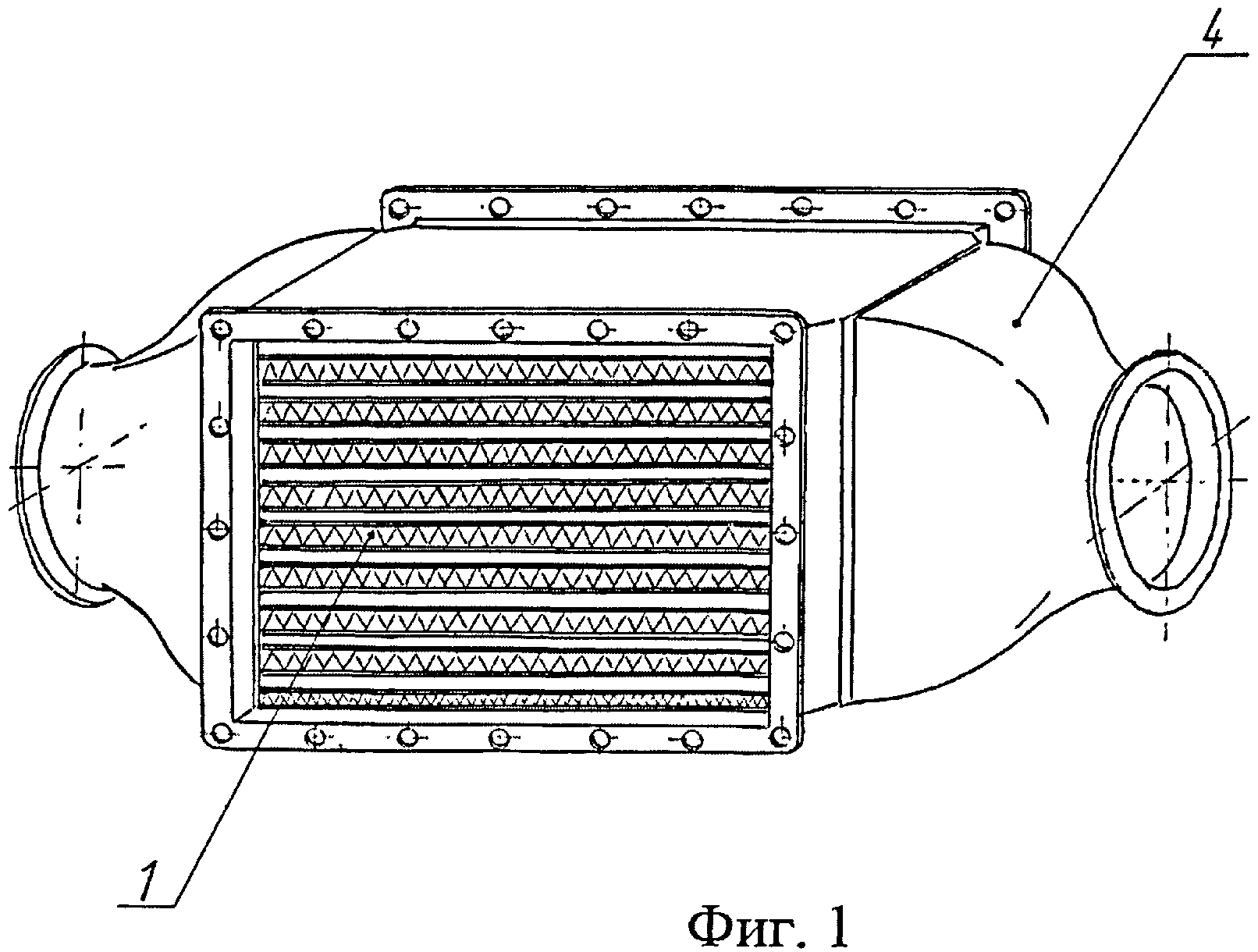
На фиг.1 изображен теплообменник, общий вид;
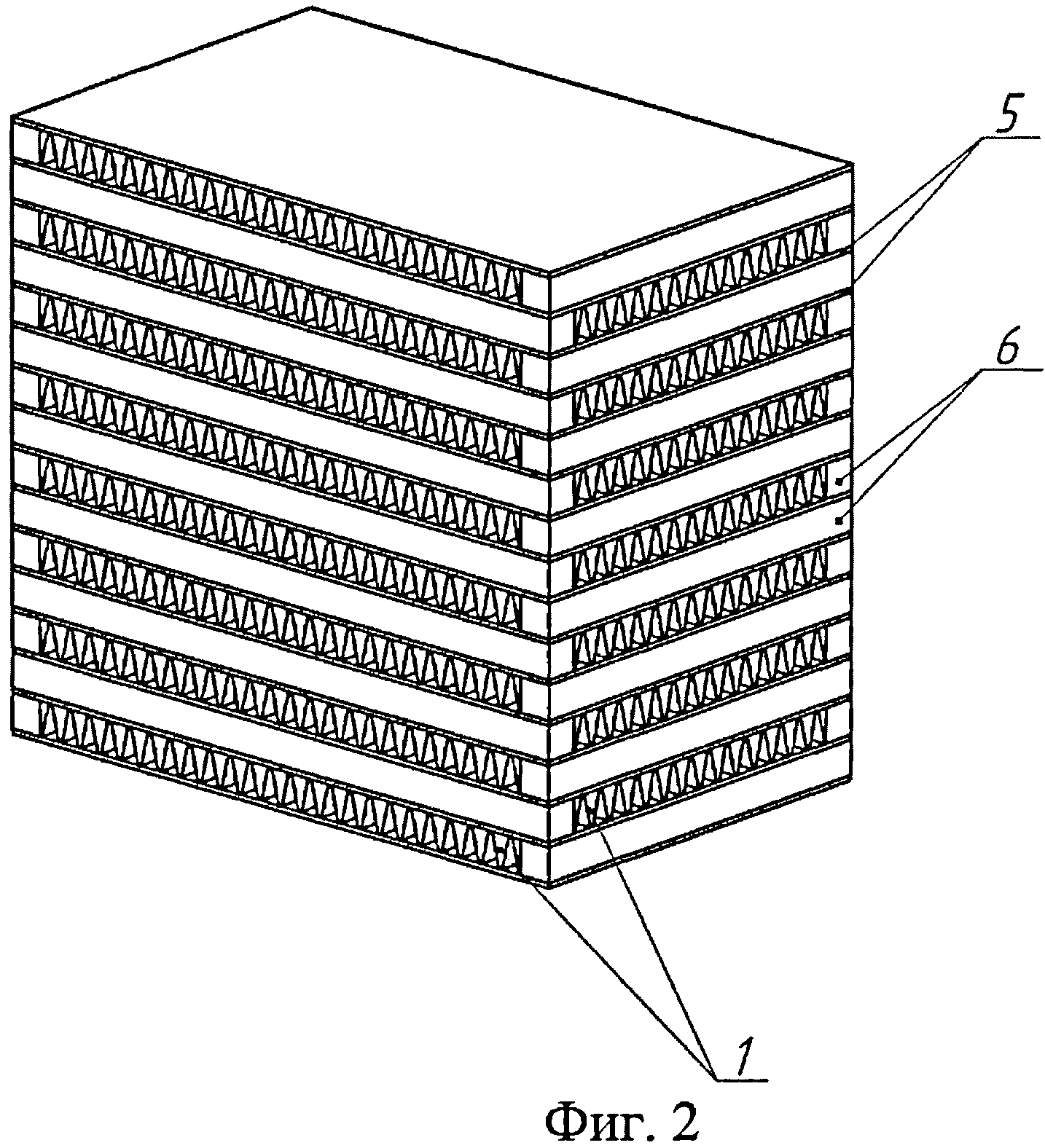
на фиг.2 изображена схема расположения гофрированного листа на основании с прижимом.
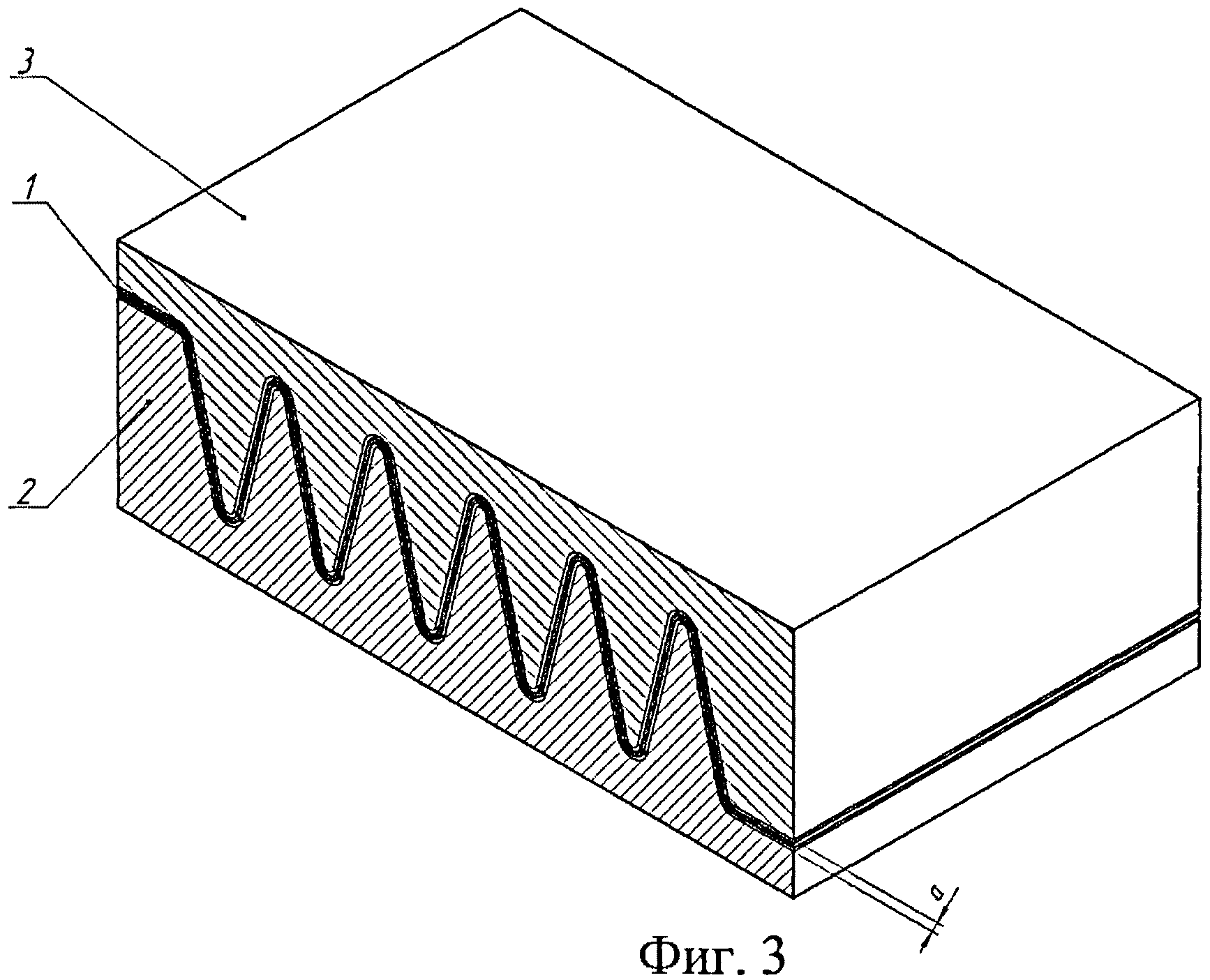
Гофрированный лист 1 из композиционного материала содержит выступы и впадины, при этом нижняя часть контура поперечного сечения отформованного участка зигзагообразной гофры идентична кривой гофрированной поверхности основания 2. Гофра имеет произвольный типоразмер. Гофрированный лист 1 из композиционного материала выполнен из препрега, полученного пропиткой наполнителя в виде или углеродной ткани, или стеклоткани, или органоткани органическим связующим на основе фенолоформальдегидной смолы. Вместо связующего на основе фенолоформальдегидной смолы может быть использовано связующее на основе поликарбосиланов, силоксанов, силиконов - любых органических веществ, образующих в результате пиролиза (термического разложения) значительное количество неорганического коксового остатка.
Устройство для изготовления гофрированного листа содержит основание 2 и гофрированную прижимную плиту 3 для прессования и фиксирования профиля гофр (фиг.3). Расстояние «а» (щелевой проем) между соединенными формующей и фиксирующей поверхностями соответственно основания 2 и прижимной плиты 3 равно толщине препрега. Для уменьшения разницы в термическом расширении между материалом основания 2, прижимной плиты 3 и формуемого гофрированного листа 1 основание 2 и плита 3 могут быть выполнены из графита или углерод-углеродного композита.
Способ изготовления гофрированного листа из композиционного материала осуществляется следующим образом.
Согласно изобретению для изготовления гофрированного листа используют заготовку в виде препрега, который изготавливают на основе углеродной ткани, или стеклоткани, или ткани из оксидных, нитридных, карбидных волокон, волокон карбида кремния с последующей пропиткой или термореактивным, или кремнийорганическим связующими и подсушкой.
На формующую поверхность основания 2 наносят клей и последовательно, от одного конца к другому, прижимают заготовку к поверхности гофр основания 2 до полного прилегания препрега к формующей поверхности и заполнения всех углов профиля. Затем посредством прижимной плиты 3 гофрированную пластину прессуют к гофрам основания, фиксируют и подвергают основание 2 с гофрированным листом 1 и плитой 3 карбонизации до температур термодеструкции органического связующего (карбонизации) - не менее 800°С.
Далее основание 2 с гофрированным листом 1 охлаждают и легко извлекают из карбонизованного препрега гофрированный лист 1, который имеет строго одинаковый по высоте заданный профиль гофры.
Пример 1.
На формующую поверхность основания 2 наносят клей и последовательно, от одного конца к другому, прижимают заготовку к поверхности гофр основания 2 до полного прилегания препрега к формующей поверхности и заполнения всех углов профиля. Затем посредством прижимной плиты 3 гофрированную пластину прессуют к гофрам основания и подвергают основание 2 с гофрированным листом 1 и плитой 3 карбонизации при температуре 800°С. Далее сборку охлаждают и легко извлекают гофрированный лист 1, имеющий строго одинаковый по высоте заданный профиль гофры.
Для изготовления следующего гофрированного листа 1 процесс повторяется.
Теплообменник, содержащий корпус 4, внутри которого установлен пакет из разделительных плоских листов 5, чередующихся с перекрестно расположенными гофрированными листами 1, и боковых фиксаторов 6. Гофрированные листы 1 и разделительные плоские листы 5 жестко соединены между собой в местах касания листов по вершинам гофр и выполнены из одинакового высокотемпературного композиционного материала с образованием каналов для горячего и холодного воздуха. Листы 1 и 5 выполнены из керамического композиционного материала с волокнистым армирующим наполнителем.
Корпус 4 теплообменника выполнен из высокотемпературного композиционного материала; кроме того, функцию корпуса теплообменника могут выполнять, например, фланцы, расположенные с обеих сторон пакета из разделительных плоских листов 5, чередующихся с перекрестно расположенными гофрированными листами 1.
Боковые фиксаторы 6 расположены по краям разделительных плоских листов 5 и предназначены для предотвращения эрозионного воздействия сжатых воздушных потоков непосредственно на краевые области гофр, а также обеспечения прочности пакета теплообменника. Боковые фиксаторы 6 выполнены из высокотемпературного композита, например, типа C-SiC или SiC-SiC.
Пакет предназначен для теплообменников перекрестного типа для охлаждения горячего воздуха или газов с температурой до 900°С и давлением до 1,5 МПа воздухом, поступающим от вентилятора или скоростного напора при движении объекта. Теплопередача между горячими и холодными теплоносителями осуществляется через поверхности гофрированных листов 1 и разделительных плоских листов 5.
Теплообменник работает следующим образом.
Для охлаждения горячий теплоноситель, например газ, равномерно распределяется по всем каналам, которые имеет гофрированный лист 1. Холодный теплоноситель, например, воздух от напорного устройства (на чертеже не показан) поступает в другой, перпендикулярный первому ряд каналов гофрированных листов. По мере прохождения горячего газа по каналам между гофрированными и разделительными листами происходит постепенное охлаждение газа. Теплопередача между горячими и холодными теплоносителями осуществляется по механизму теплопроводности в местах контакта гофрированных листов 1 и разделительных плоских листов 5, а также, особенно при увеличении рабочей температуры теплообменника, непосредственно через поверхность гофрированных листов 1 и разделительных плоских листов 5 по механизму радиационного излучения. После охлаждения горячего теплоносителя до нужной температуры теплообменник выключают, при необходимости процесс повторяется.
Способ изготовления теплообменника осуществляется следующим образом.
Согласно изобретению для изготовления теплообменника используют заготовки в виде гофрированных листов 1 и разделительных плоских листов 5 из одинакового композиционного материала, которые подлежат раскрою в размер в соответствии с габаритами пакета теплообменника.
Предварительно разделительный плоский лист 5 изготавливают из препрега, разрезанного на куски, который подвергают прессованию между плитами обогреваемого гидравлического пресса при температуре до 180°С и давлении до 5 МПа. Для устранения прилипания к плитам пресса между препрегом и плитами прокладывают фторлаковую ткань (на чертеже не показана). Затем все заготовки для листа 5 помещают в карбонизатор, где проводят неокислительных отжиг заготовок в интервале температур 20-1000°С. Далее карбонизованные заготовки для листа 5 нарезают в окончательный геометрический размер и передают на стадию сборки пакета теплообменника.
После раскроя места касания листов 1 (по вершинам гофр) и 5 смазывают высокотемпературным клеем и собирают листы 1 и 5 в пакет, располагая листы 1 с учетом перекрестного направления гофр в соседних слоях пакета. Отверждение высокотемпературного клея проводят с использованием давления.
Собранный пакет подвергают термообработке в неокислительной атмосфере в интервале температур 800-1900°С, а затем производят уплотнение пакета керамическим компонентом.
После термообработки и уплотнения собранный пакет помещают в корпус 4 теплообменника, закрепляют и устанавливают на транспортном средстве для последующей работы.
Пример 2.
После раскроя места касания листов 1 и 5 по вершинам гофр листов 1 смазывают высокотемпературным клеем для приклеивания листов 5 и собирают листы 1 и 5 в пакет, располагая листы 1 с учетом перекрестного направления гофр в соседних слоях пакета, причем отверждение высокотемпературного клея проводят с использованием давления, например, 5 МПа.
Собранный пакет подвергают термообработке при температуре 1900°С, затем уплотнению пакета керамическим компонентом, например, - карбидом кремния из газовой фазы метилсилана при температуре 700°С.
В случае увеличения температуры термообработки пакета теплообменника выше 1900°С происходит частичное разложение компонентов высокотемпературного клея (например, карбида кремния) и пакет теплообменника теряет необходимую прочность, в том числе при использовании при высоких температурах.
После термообработки и уплотнения собранный пакет устанавливают в корпус 5 теплообменника.
Пример 3.
После раскроя места касания листов 1 и 5 по вершинам гофр листов 1 смазывают высокотемпературным клеем для приклеивания листов 5 и собирают листы 1 и 5 в пакет, располагая листы 1 с учетом перекрестного направления гофр в соседних слоях пакета, причем отверждение высокотемпературного клея проводят с использованием давления, например, 1 МПа.
Собранный пакет подвергают термообработке при температуре 800°С, затем уплотнению пакета керамическим компонентом, например, карбидом кремния из жидкой фазы поликарбосилана в интервале температур 250-1000°С.
В случае уменьшения температуры термообработки пакета теплообменника ниже 800°С в последнем не полностью протекают процессы формирования высокотемпературных компонентов клея, вследствие чего он не имеет достаточной прочности при использовании при высоких температурах.
После термообработки и уплотнения собранный пакет устанавливают в корпус 4 теплообменника.
Пример 4.
После раскроя места касания листов 1 и 5 по вершинам гофр листов 1 смазывают высокотемпературным клеем для приклеивания листов 5 и собирают листы 1 и 5 в пакет, располагая листы 1 с учетом перекрестного направления гофр в соседних слоях пакета, причем отверждение высокотемпературного клея проводят с использованием давления, например, 4 МПа.
Собранный пакет подвергают термообработке при температуре 1250°С, затем уплотнению керамическим компонентом, например, нитридом кремния из жидкой фазы полисилазана в интервале температур 150-1000°С.
После термообработки и уплотнения собранный пакет устанавливают в корпус 4 теплообменника.
Для изготовления следующего теплообменника процесс повторяется.
Использование заявленной группы изобретений при производстве теплообменников из композитных материалов позволяет увеличить прочность теплообменника при температурах свыше 600°С с одновременным уменьшением веса не менее чем на 100%.
Способ получения отливок сплавов на основе гамма алюминида титана
Установка для получения нетканых материалов
Силовой элемент ферменной конструкции, изготовленный методом металлургии гранул, и капсула для его изготовления
Способ изготовления гофрированного листа для теплообменника из композиционных материалов
Способ изготовления тонкостенного бесшовного лейнера для композитных баков из титановых сплавов и лейнер, изготовленный этим способом
Способ электрохимического получения порошка иридия с удельной поверхностью более 5 м/г
Способ получения многофункциональных керамоматричных композиционных материалов (варианты)
Гранулируемый сплав на основе интерметаллида nial
Способ обработки проволоки для катализатора, выполненной из металла платиновой группы
Способ изготовления пористого каркаса-основы композиционного материала
Способ получения отливок сплавов на основе гамма алюминида титана
Установка для получения нетканых материалов
Силовой элемент ферменной конструкции, изготовленный методом металлургии гранул, и капсула для его изготовления
Способ изготовления гофрированного листа для теплообменника из композиционных материалов
Способ изготовления тонкостенного бесшовного лейнера для композитных баков из титановых сплавов и лейнер, изготовленный этим способом
Способ электрохимического получения порошка иридия с удельной поверхностью более 5 м/г
Способ получения многофункциональных керамоматричных композиционных материалов (варианты)
Гранулируемый сплав на основе интерметаллида nial
Способ обработки проволоки для катализатора, выполненной из металла платиновой группы
Способ изготовления пористого каркаса-основы композиционного материала

