Результат интеллектуальной деятельности: СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВОГО СПЛАВА ВТ6
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к способам обработки давлением заготовок из титанового сплава ВТ6 для получения однородной ультрамелкозернистой структуры, и может быть использовано при изготовлении полуфабрикатов для ответственных деталей в машиностроении, авиадвигателестроении и медицине.
Известны способы обработки титановых сплавов с целью повышения их свойств, в частности, для получения ультрамелкозернистой структуры, обеспечивающей улучшение физико-механических характеристик. Эти способы могут сочетать интенсивную пластическую деформацию и термомеханическую обработку.
Например, использование методов интенсивной пластической деформации, таких как равноканальное угловое прессование, многосторонняя ковка, винтовая экструзия, приводит к измельчению структуры сплава ВТ6 и заметному повышению механических и эксплуатационных свойств [1].
Известен способ обработки крупногабаритных заготовок из (α+β)-титановых сплавов для получения однородной мелкозернистой микроструктуры посредством деформации при температурах ниже температуры полного полиморфного превращения [2].
Известен также способ изготовления изделий из титан-алюминий-ванадиевого сплава, включающий горячую обработку давлением для придания сплаву микроструктуры, пригодной для холодной деформации, и холодную обработку давлением. Изобретение направлено на снижение потерь готовой продукции, снижение затрат энергии на температурную обработку сплава и позволяет улучшить такие показатели при изготовлении изделий, как предел текучести на растяжение и предел прочности на растяжение [3].
Известен также способ обработки ультрамелкозернистых заготовок из титановых сплавов, включающий многократную всестороннюю ковку со сменой осей деформации, термомеханическую обработку со ступенчатым понижением температуры в различных сочетаниях: ковка с вытяжкой, прокатка, волочение, при этом относительная степень деформации может доходить до 98% с сохранением запаса пластичности. Изобретение позволяет получать в условиях промышленного производства ультрамелкозернистые заготовки из титановых сплавов с широкой номенклатурой геометрических параметров, обладающие высокими физико-механическими свойствами [4].
Известен также способ получения листов из титанового сплава Ti-6A1-4V методом рулонной прокатки [5]. Способ включает предварительную обработку слитка, резку листов и отделочные операции. Предварительную обработку слитка проводят последовательной ковкой или штамповкой слитка в β или в α+β областях с получением сляба. Сляб прокатывают в черновой и чистовой клетях с получением полосы и ее смоткой в рулон с последующим травлением и отжигом. Затем проводят холодную прокатку полосы за несколько циклов до получения полосы заданной толщины и микроструктуры со смоткой ее в рулон с последующим отжигом и травлением. Технический результат - получение заданной микрокристаллической структуры, что обеспечивает высокий уровень прочностных характеристик.
Известен способ механической обработки титановых заготовок многократной прокаткой или экструдированием, обеспечивающий существенное повышение механических свойств за счет создания в материале субструктуры [6].
Недостатками известных способов являются низкие производительность и энергосбережение, необходимость проведения большого количества промежуточных операций, высокие внутренние напряжения в изделиях, слабое измельчение структуры, использование малых и средних степеней деформации, а значит невозможности использования данного метода для обработки изделий тонкого сечения, выделение большого количества загрязняющих веществ в процессе производства.
Наиболее близким к предложенному является способ получения сортового проката из титановых сплавов [7], включающий нагрев заготовки до температуры на 20-60°С ниже температуры полного полиморфного превращения и многопроходовую прокатку при постоянной скорости вращения валков в установившемся режиме деформирования, причем обжатие в каждом проходе назначают в зависимости от величины снижения температуры прокатываемого металла. Данная методика и последовательность обработок успешно применялась на сплаве ВТ6 с целью эффективного получения мелкозернистых равноосных полуфабрикатов с высокой анизотропией механических свойств.
Недостатками способа являются относительно низкие степени деформации (е<1), слабое диспергирование структуры, необходимость проведения промежуточных отжигов при многоходовой прокатке, не позволяющие достигать высоких эксплуатационных свойств, производительности и энергосбережения, а также низкая технологическая пластичность, что является ограничением для формирования нанокристаллической структуры и соответственно возможности одновременного улучшения механических (прочностных и пластических) характеристик.
Изобретение направлено на разработку способа обработки полуфабрикатов из титанового сплава ВТ6 с целью получения тонких и супертонких проволок, листов и лент (толщиной менее 1.0 мм) с улучшенными эксплуатационными свойствами за счет повышения деформируемости и формирования нанокристаллической структуры.
Задача решается тем, что в способе обработки полуфабрикатов из титанового сплава ВТ6 применяют отжиг и многоходовую прокатку с получением длинномерных заготовок, при этом отжиг полуфабрикатов проводят при температуре 850°С с выдержкой в течение часа в печи с формированием глобулярной (α+β)-структуры, а в процессе многоходовой прокатки формируют в полуфабрикате нанокристаллическую структуру с воздействием на полуфабрикаты импульсным электрическим током плотностью 50-200 А/мм2, частотой 830-1000 Гц, длительностью импульса 100-120 мкс и с обеспечением суммарной истинной степени деформации е>1, при этом после каждого хода прокатки полуфабрикат охлаждают в воде. Также импульсным электрическим током воздействуют непосредственно на зону деформации в направлении прокатки. При этом степень деформации сплава регулируют путем изменения плотности импульсного тока. Также регулируют кривизну полуфабриката путем изменения направления прокатки. При этом прокатку осуществляют с использованием выпрямляющей полуфабрикат оснастки.
Предложенным способом можно получать полуфабрикаты тонкого сечения из наноструктурного сплава ВТ6 при многоходовой прокатке в пошаговом режиме, деформируемость которых будет в несколько раз выше по сравнению с прокаткой без тока. При этом плотность импульсного тока при прокатке является важным технологическим параметром и позволяет регулировать деформируемость сплава за счет контролирования процессов упрочнения и разупрочнения. Измельчение зерен до 100 нм достигается в результате фрагментирования и частичной рекристаллизации структуры.
Таким образом, предложенная совокупность признаков способа позволяет получить длинномерные ультрамелкозернистые наноструктурные заготовки тонкого сечения, а также снизить усилия на прокатный стан на 20-30% и устранить дорогостоящие операции промежуточных отжигов при повышении качества продукции. Кроме того, процесс электропластической прокатки отличает возможность локального воздействия на элементы тонкой структуры, высокий кпд процесса и экологическая чистота.
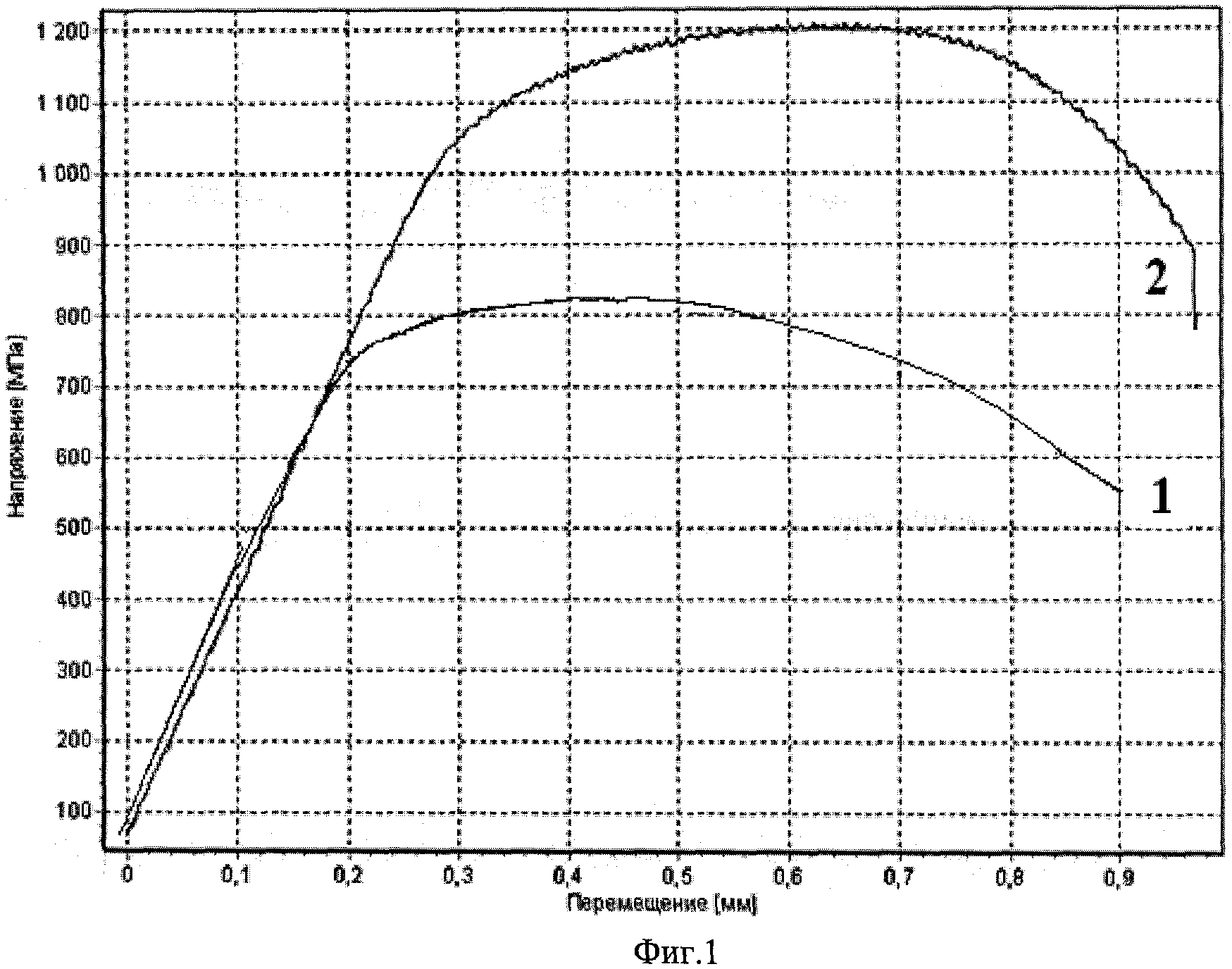
Предложенное изобретение поясняется следующим чертежом,
где на фиг.1 - диаграмма растяжения сплава ВТ6 в исходном состоянии (1) и после электропластической прокатки (2) до степени деформации е=1.5.
Способ осуществляется следующим образом.
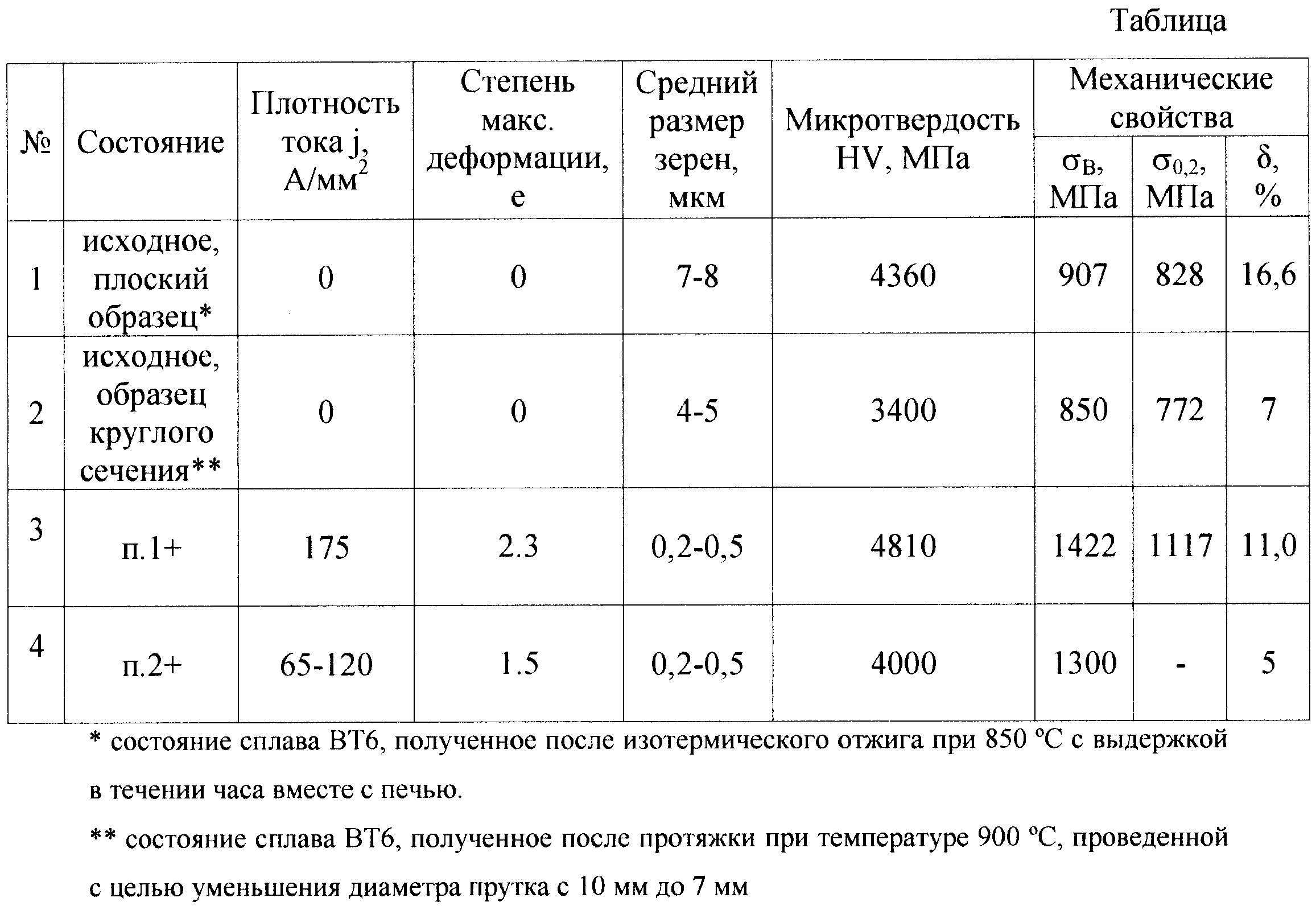
Исходную заготовку, в частности полосы размером (1÷2)×10×100 мм3 из сплава ВТ6 (содержавшие, вес.%: Al - 6,5; V - 5,1; Zr - 0,3; Fe - 0,3; О - 0,2; С - 0,1; N - 0,05; Н - 0,015, Ti - остальное), подвергают изотермическому отжигу при 850°С для формирования глобулярной структуры с выдержкой в течение часа вместе с печью. Данная термическая обработка показала наилучшее сочетание пластических и прочностных свойств (таблица). Далее образцы подвергают многоходовой прокатке в продольном направлении на прокатном стане, оснащенном генератором импульсного тока. Например, помещают ее в клеть прокатного стана и осуществляют многократную прокатку с током, с целью накопления высокой степени истинной деформации е>1. Направление тока должно совпадать с направлением прокатки. Для подведения и съема тока используется скользящий контакт (отрицательный полюс) до зоны деформации и один из валков (положительный полюс). Для предотвращения сильного искривления образцов использовалась специальная оснастка. После каждого шага прокатки образцы охлаждаются в воде. Температура на образце, подвергнутом пропусканию электроимпульсного тока максимальной плотности, не должна превышать 150°С. За короткие времена импульсов металл не успевает нагреться и, в отличие от электроконтактного нагрева, при ЭПП электрический ток пропускается преимущественно через зону деформации. В зависимости от требуемой задачи исследования, свойств структуры и ее дефектов, размеров заготовки до и после обжатия берется та или иная степень накопленной истинной деформации.
Для регулирования степени истинной деформации, прочностных характеристик и микротвердости сплава ВТ6 используется импульсный ток плотностью 50-200 А/мм2, частотой 830-1000 Гц, длительностью импульса 100-120 мкс. Влияние импульсного тока заметно снижается при плотности менее 50 А/мм2. Для увеличения однородности структуры после прокатки производится отжиг при температуре 450-600°С.
Результаты исследований показывают, что при прокатке с током (j=50 А/мм2) первые трещины появляются при е≤0.05 и разрушение наблюдалось при е=0,25. Максимальную деформационную способность и одновременно максимальный эффект упрочнения показали плоские образцы после прокатки при j=175 А/мм2. Для образцов круглого сечения - при j=120 А/мм2.
Все образцы из титанового сплава ВТ6, полученные данным методом, обладали более высокими прочностными свойствами по сравнению с аналогичной холодной прокаткой.
Данным способом были обработаны образцы плоского и круглого (диаметром 7 мм) сечения. Некоторые из режимов обработки, результаты механических испытаний и определения микротвердости образцов приведены в таблице.
Пример.
Исходным материалом являются полосы размером (1÷2)×10×100 мм3, вырезанные из горячекованых заготовок стандартного для ВТ6 химического состава. Максимальную степень деформации е=2,3 обеспечивал следующий режим. Предварительно отожженную при 850°С полосу подвергали прокатке с током в пошаговом режиме с разовым обжатием по толщине 25 мкм при комнатной температуре, скорости 60 мм/с до конечной толщины 0.2 мм при следующих параметрах импульсного тока: длительности импульса τ=120 мкс, частоте F=830 Гц и плотности тока j=175 А/мм2.
Как показывают полученные результаты, прокатка с током способствует измельчению структуры сплава ВТ6 и уменьшению размера зерен до 500 нм путем фрагментирования и формирования частично рекристаллизованной структуры, при этом повышает микротвердость и прочностные характеристики (фиг.1) при сохранении достаточной пластичности.
Таким образом, предложенный способ обработки позволяет получать полуфабрикат тонкого сечения с правильными геометрическими размерами без промежуточных отжигов, уменьшить размер зерен в структуре, за счет чего существенно повысить механические свойства обрабатываемого материала, и использовать его для производства ответственных деталей в машиностроении, авиастроении и медицине.
Список использованной литературы
1. Валиев Р.З., Александров И.В. Наноструктурные материалы, полученные интенсивной пластической деформацией. - М.: Логос, 2000. - 272 с.
2. Патент №2196189, МПК C22F 1/18, 10.01.2003.
3. Патент №2339731, МПК C22F 1/18, 05.05.2004.
4. Патент №2364660, МПК C22F 1/18, 20.08.2009.
5. Патент №2381296, МПК C22F 1/18, 07.05.2008.
6. Цвиккер У. Титан и его сплавы. Берлин-Нью-Йорк. 1974. Пер. с нем. - М.: Металлургия. 1979. С.512.
7. Патент №2175581, МПК В21 ВЗ/00, 10.11.2001.
Способ ионной имплантации поверхностей деталей из конструкционной стали
Способ пластического структурообразования металлов и устройство для его осуществления
Гидравлический пресс для компактирования порошковых материалов
Катод установки для ионной имплантации
Способ пластического структурообразования металлов и устройство для его осуществления (варианты)
Способ получения конструкционной алюмооксидной керамики
Способ ультразвуковой финишной обработки деталей из конструкционных и инструментальных сталей и устройство для его осуществления
Способ обработки зубчатых конических колес круговой протяжкой
Способ ионной имплантации поверхностей деталей из титанового сплава
Способ обработки длинномерных изделий из алюминиевых сплавов
Способ ионной имплантации поверхностей деталей из конструкционной стали
Преобразователь линейных перемещений в напряжение
Способ пластического структурообразования металлов и устройство для его осуществления
Гидравлический пресс для компактирования порошковых материалов
Катод установки для ионной имплантации
Способ пластического структурообразования металлов и устройство для его осуществления (варианты)
Способ получения конструкционной алюмооксидной керамики
Способ ультразвуковой финишной обработки деталей из конструкционных и инструментальных сталей и устройство для его осуществления
Способ обработки зубчатых конических колес круговой протяжкой
Способ ионной имплантации поверхностей деталей из титанового сплава

