Результат интеллектуальной деятельности: ВАЛОК И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к валку, называемому далее валок прокатного стана, для изготовления прокатываемого материала. Валок имеет тело валка и две шейки вала, обжатые в направлении тела валка, из которых по меньшей мере одна шейка вала оснащена втулкой шейки, насаженной с фиксацией против проворачивания. Изобретение относится, далее, к прокатной клети, в которой расположен валок.
Известны валки прокатного стана с двумя шейками вала, которые в осевом направлении по меньшей мере на отдельных участках несут втулку шейки, натянутую с фиксацией против проворачивания с помощью призматической шпонки. Согласно документу DE 2612744 A1 призматические шпонки расположены вне области усилий сжатия вала, воздействующих на втулку шейки. Также из документа WO 2007134655 А2 известен валок с втулкой шейки, натянутой с фиксацией против проворачивания с помощью призматической шпонки. При этом призматическая шпонка или воспринимающий ее паз установлены очень близко к красной линии, ограничивающей наружную область передачи усилия сжатия. Протяженность призматических шпонок в радиальном направлении больше их протяженности в осевом направлении. Благодаря этим мероприятиям должна получаться короткая конструктивная форма валка. Далее, вследствие этого снижается ширина прокатной клети, что сопутствует построению фундаментов меньшей ширины, прокатных цехов и прокатных участков меньшего размера по ширине.
С другой стороны, из документа DE 10007383 В4 известен ролик печи с водяным охлаждением для транспортировки плоских слитков, который используется, в частности, в зоне нагрева печи с роликовый подом. Ролик печи включает в себя вал, установленный вне печи, с возможностью приведения во вращательное движение, содержащий каналы для пропускания охлаждающей воды, расположенные внутри него. Вал на участках для приема опорных колец, транспортирующих плоские слитки, имеет наружные посадочные поверхности с образованием многоугольного поперечного сечения, причем каждое опорное кольцо выполнено с внутренними пригоночными поверхностями в виде многоугольника с геометрическим замыканием относительно него. Поперечное сечение вала, выполненное в виде многоугольника, может проходить также по всей опорной длине вала.
Задача изобретения состоит в том, чтобы известный валок, а также известную прокатную клеть для изготовления прокатываемого материала усовершенствовать в такой степени, чтобы соединение с геометрическим замыканием между шейкой вала и втулкой шейки, насаженной на шейку вала, можно было изготавливать более простым и экономичным способом.
Согласно изобретению эта задача в случае опоры указанного вначале вида решается благодаря тому, что шейка вала и втулка шейки соединены между собой посредством многодугового профильного соединения.
По сравнению с обычным соединением между шейкой вала и втулкой шейки с помощью призматической шпонки решение согласно изобретению имеет преимущество в том, что требуется меньше отдельных деталей, благодаря чему снижаются затраты на изготовление. В частности, не нужно вырезать никаких пазов в валах, втулках шеек и опорных кольцах с буртиком. Благодаря современным способам изготовления на токарных станках с «некруглым токарным приспособлением» можно изготовлять шейки валков и втулки шеек с многоугольными поперечными сечениями. С помощью методов расчета FEM (FЕМ=метод конечных элементов), имеющихся в распоряжении в настоящее время, можно определить параметры любых форм многоугольников, готовых к эксплуатации.
Предпочтительные улучшенные варианты выполнения изобретения получаются из зависимых пунктов формулы изобретения и описания в сочетании с чертежами.
Согласно изобретению преимущественно предусмотрено, что шейка вала на своем наружном конце имеет ступеньку, при этом шейка вала в области ступеньки имеет многоугольный (полигональный) наружный контур, в который входит с геометрическим замыканием соответствующий многоугольный внутренний контур втулки шейки.
В предпочтительном улучшенном варианте этого выполнения предусмотрено, что шейка вала на своем наружном конце несет опорное кольцо с буртиком, которое многоугольным внутренним контуром входит с геометрическим замыканием в многоугольный наружный контур ступеньки шейки вала. При этом решении многоугольные формы на внутренней стороне втулки шейки и опорного кольца с буртиком соответственно взаимодействуют с таким же многоугольным наружным контуром шейки вала в области ступеньки, выполненной на ней. Это решение тем самым дает преимущество в том, что требуется лишь единственная многоугольная форма, чтобы все же, с другой стороны, соединения между втулкой шейки и опорным кольцом с буртиком, с одной стороны, и шейкой вала, с другой стороны, располагались друг за другом в осевом направлении валка.
Решение, альтернативное этому, состоит в том, что шейка вала на своем наружном конце несет опорное кольцо с буртиком, которое многоугольным наружным контуром входит в многоугольный внутренний контур, образуемый шейкой вала в области ступеньки, расположенной на внутренней стороне. С другой стороны, опорное кольцо с буртиком своим многоугольным наружным контуром в области ступеньки входит во внутренний контур втулки шейки, выполненный с геометрическим замыканием относительно него (наружного контура).
В случае этого решения требуются два геометрических замыкания, образованные соответственно многоугольными контурами. Это более накладно в изготовлении, однако имеет преимущество в том, что валок при этом решении сконструирован с меньшей длиной, чем в описанном решении, согласно которому втулка шейки и опорное кольцо с буртиком взаимодействуют с такой же многоугольной наружной формой шейки вала друг за другом в осевом направлении.
В другом варианте выполнения изобретения втулка шейки и опорное кольцо с буртиком выполнены между собой монолитно, так что требуется меньшее число отдельных деталей.
Изобретение относится также к валку прокатного стана, который оснащен по меньшей мере одной опорой описанной выше формы.
Кроме того, изобретение относится к прокатной клети, содержащей станины прокатной клети; подушки, направляемые в станинах прокатной клети; подшипниковые втулки, вмонтированные в отверстия в подушках; и по меньшей мере один валок с обжатой шейкой вала и втулкой шейки, насаженной на шейку вала с фиксацией против проворачивания; а также пленку смазки между подшипниковой втулкой и втулкой шейки, причем шейка вала на своем наружном конце имеет ступеньку, которая выполнена с многоугольным наружным контуром, в котором размещен с геометрическим замыканием соответствующий многоугольный внутренний контур втулки шейки, образуя между ними профильное многоугольное соединение.
Ниже изобретение поясняется более подробно на примерах выполнения, которые показывают:
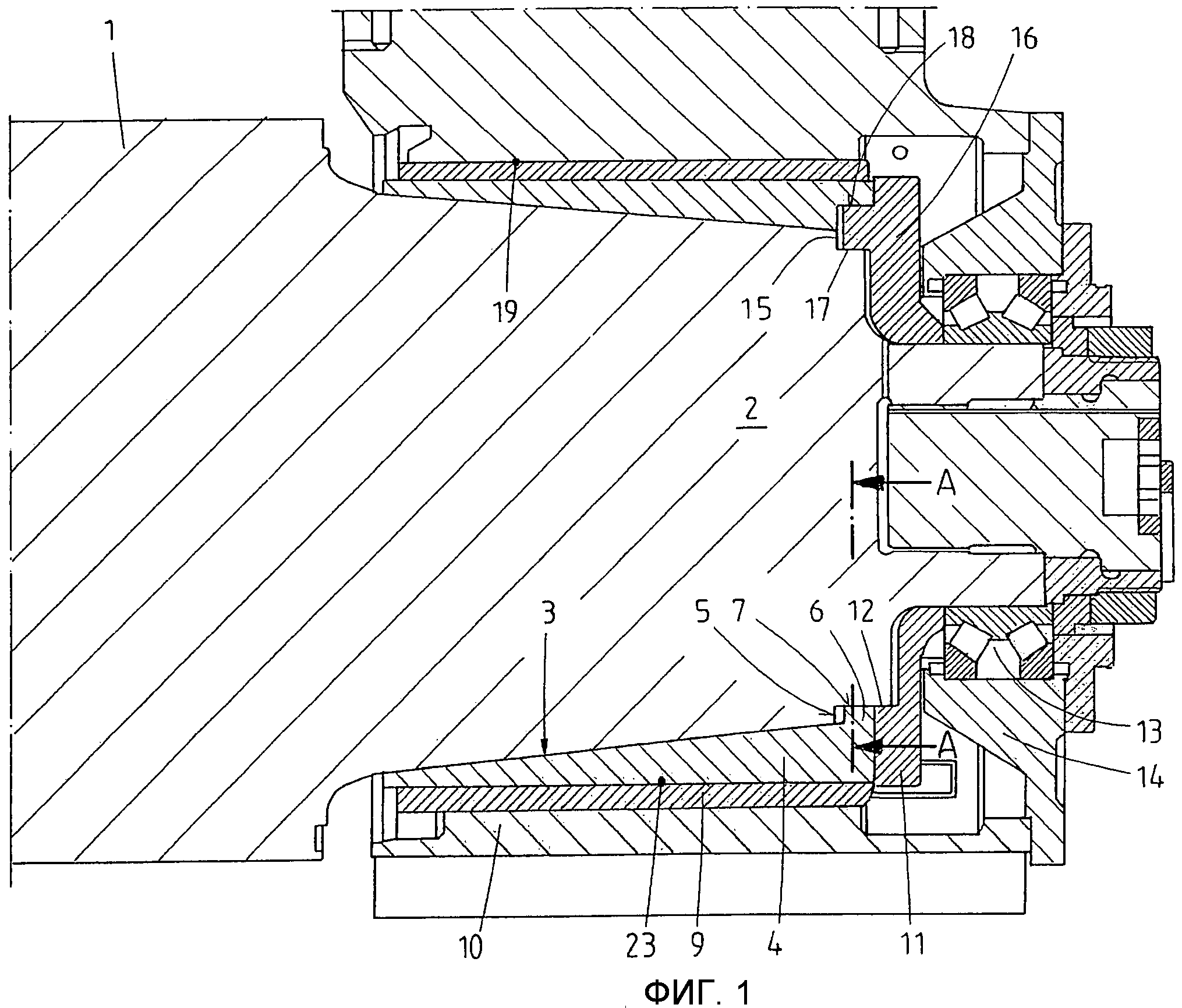
Фиг.1 - два примера выполнения валка прокатного стана, расположенного в подушке, в продольном разрезе, причем первый вариант выполнения изображен под продольной осью, а второй вариант выполнения изображен над продольной осью валка прокатного стана.
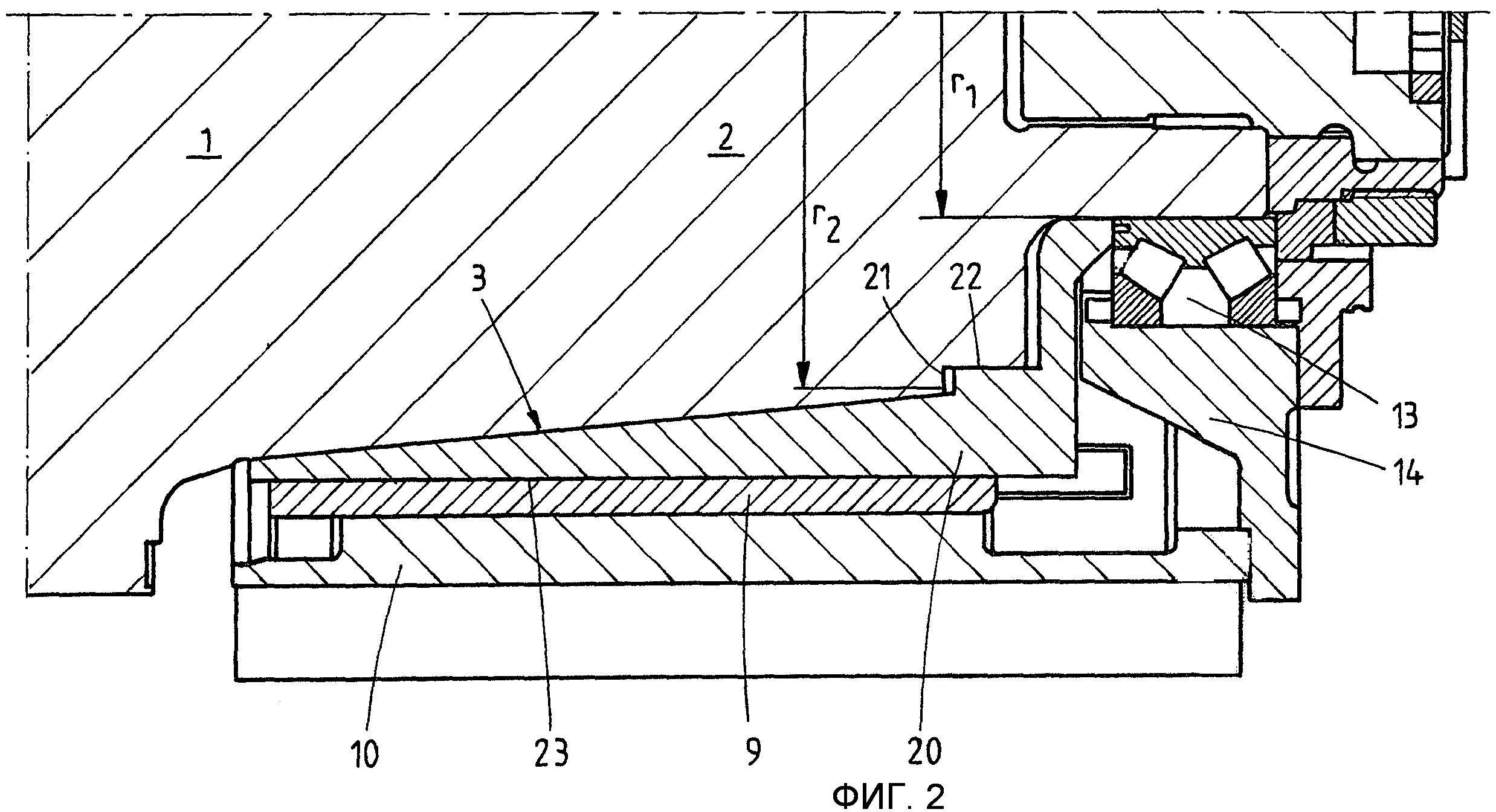
Фиг.2 - другой вариант выполнения валка прокатного стана, изображенного в продольном разрезе и
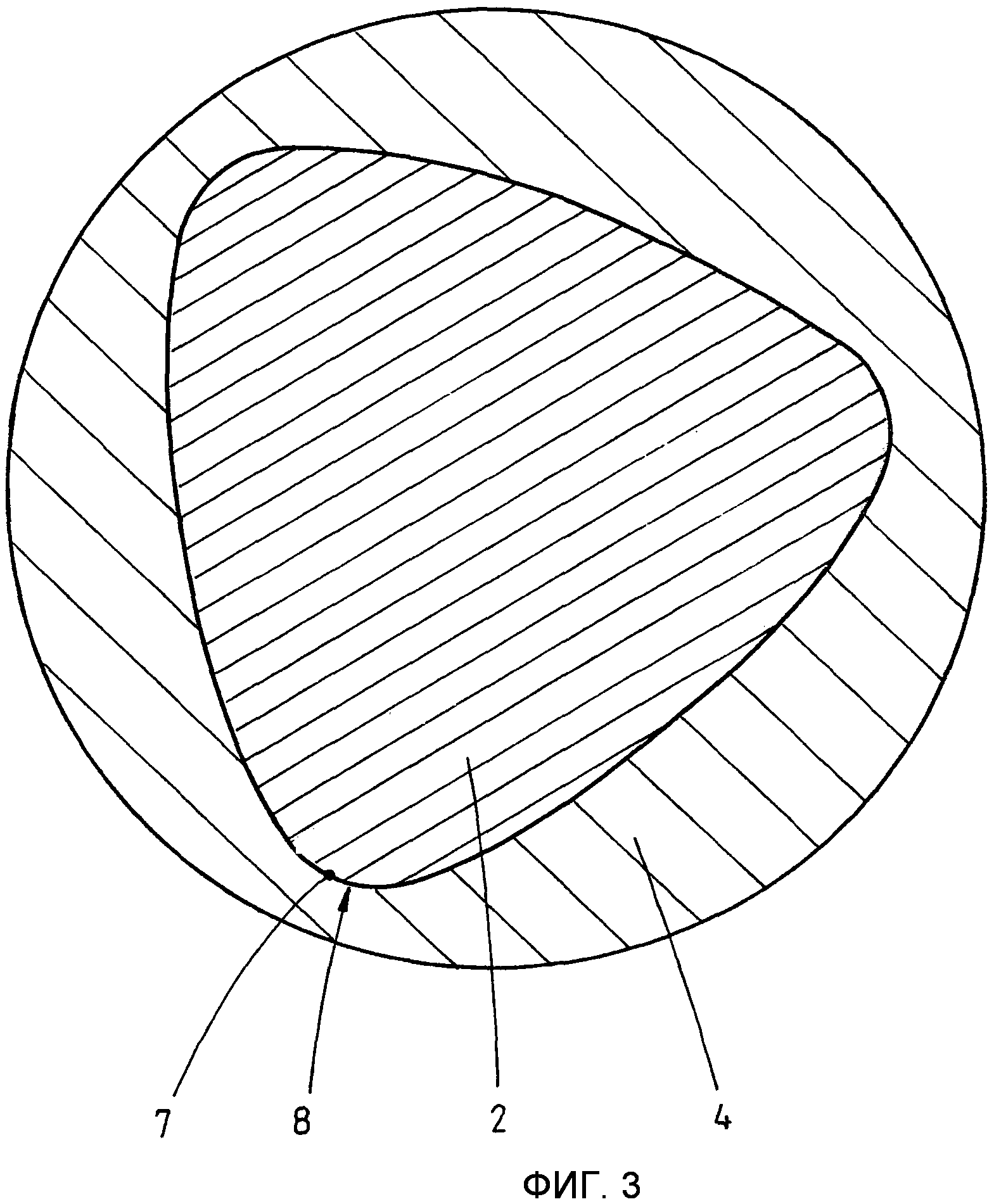
Фиг.3 - схематическое изображение поперечного сечения вдоль линии А-А сечения по фиг.1.
Валок 1 прокатного стана (фиг.1) имеет шейку 2 вала, обладающую конической наружной стенкой 3. В качестве альтернативы может быть предусмотрена цилиндрическая наружная стенка. Вокруг шейки 2 вала проходит с геометрическим замыканием втулка 4 шейки. В направлении своего свободного конца шейка 2 вала оснащена ступенькой 5, по которой проходит втулка 4 шейки своим уступом 6. Наружная стенка 3 шейки 2 вала в области ступеньки 5 имеет многоугольный контур 7 в радиальном направлении, например, как показано на фиг.3, треугольную форму со скругленными углами 8 (фиг.3). Вокруг наружной стенки 3 проходит втулка 4 шейки своим уступом 6 также с геометрическим замыканием с ее внутренней стенкой 8, т.е. с такой же многоугольной формой. Вместо треугольной формы могут найти применение любые другие многоугольные формы/многоугольники, т.е., например, четырехугольные или пятиугольные формы и т.д.
Благодаря многоугольному формированию шейка 2 вала и втулка 4 шейки зафиксированы относительно друг друга против проворачивания. Втулка 4 шейки окружена подшипниковой втулкой 9, закрепленной неподвижно, которая в свою очередь поддерживается в подушке 10.
Также с геометрическим замыканием с многоугольным наружным контуром 7 шейки 2 вала на ней в направлении наружной стороны сидит опорное кольцо 11 с буртиком, которое имеет внутренний многоугольный контур 12, примыкающий к контуру 7 шейки 2 вала. Валок 1 расположен в подушке 10 с помощью конического роликового подшипника 13 и запорной крышки 14.
В альтернативном варианте выполнения шейка 2 вала посредством ступеньки 15 соединена с геометрическим замыканием с опорным кольцом 16 с буртиком посредством многоугольного контура 11, причем контур 17 может иметь, например, такую же форму, как и контур 7.
Посредством второго многоугольного контура 18 в этом варианте выполнения втулка 4 шейки своей внутренней стенкой соединена с геометрическим замыканием с наружной стенкой опорного кольца 16 с буртиком, так что для того чтобы создать соединение с геометрическим замыканием между шейкой 2 вала и втулкой 4 шейки, в этой форме выполнения требуются два многоугольных контура 17, 18, в отличие от единственного многоугольного контура согласно первому варианту выполнения. С другой стороны, этот вариант выполнения имеет преимущество в том, что его конструктивная длина меньше, чем в первом варианте выполнения.
В дальнейшем варианте выполнения (фиг.2) втулка шейки и опорное кольцо с буртиком выполнены в виде монолитного конструктивного элемента 20, который образует ступеньку 21 с шейкой 2 вала, причем ступенька имеет многоугольный контур 22, который соответствует форме внутренней стенки конструктивного элемента 20 и наружной стенки шейки 2 вала. Это формирование имеет преимущество в том, что достаточно лишь одного многоугольного контура 22 для соединения с геометрическим замыканием между шейкой 2 вала и втулкой шейки.
Ступенька 21, также как и ступеньки 5 и 15, может проходить в диапазоне радиуса между минимальным радиусом r1 и максимальным радиусом r2.
Перечень обозначений
1 валок прокатного стана
2 шейка вала
3 наружная стенка
4 втулка шейки
5 ступенька
6 уступ
7 многоугольный контур
8 скругленные углы
9 подшипниковая втулка
10 подушка
11 опорное кольцо с буртиком
12 многоугольный контур
13 конический роликовый подшипник
14 запорная крышка
15 ступенька
16 опорное кольцо с буртиком
17 многоугольный контур
18 многоугольный контур
19 пленка смазки
20 конструктивный монолитный элемент
21 ступенька
22 многоугольный контур
23 пленка смазки.
Система для слежения за свойствами установки
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии
Регулирование боковой направляющей металлической полосы
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Держатель для рулона металла и устройства, снабженные таким держателем
Сдвоенные кромкообрезные ножницы
Обжимной прокатный стан с приводным блоком
Система для слежения за свойствами установки
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии
Регулирование боковой направляющей металлической полосы

