Результат интеллектуальной деятельности: ВАЛОК И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОКАТЫВАЕМОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к валку, называемому далее валок прокатного стана, для изготовления прокатываемого материала. Валок имеет тело валка и две шейки вала, обжатые в направлении тела валка, из которых по меньшей мере одна шейка вала оснащена втулкой шейки, насаженной с фиксацией против проворачивания. Изобретение относится, далее, к прокатной клети, в которой расположен валок.
Известны валки прокатного стана с двумя шейками вала, которые в осевом направлении по меньшей мере на отдельных участках несут втулку шейки, натянутую с фиксацией против проворачивания с помощью призматической шпонки. Согласно документу DE 2612744 A1 призматические шпонки расположены вне области усилий сжатия вала, воздействующих на втулку шейки. Также из документа WO 2007134655 А2 известен валок с втулкой шейки, натянутой с фиксацией против проворачивания с помощью призматической шпонки. При этом призматическая шпонка или воспринимающий ее паз установлены очень близко к красной линии, ограничивающей наружную область передачи усилия сжатия. Протяженность призматических шпонок в радиальном направлении больше их протяженности в осевом направлении. Благодаря этим мероприятиям должна получаться короткая конструктивная форма валка. Далее, вследствие этого снижается ширина прокатной клети, что сопутствует построению фундаментов меньшей ширины, прокатных цехов и прокатных участков меньшего размера по ширине.
С другой стороны, из документа DE 10007383 В4 известен ролик печи с водяным охлаждением для транспортировки плоских слитков, который используется, в частности, в зоне нагрева печи с роликовый подом. Ролик печи включает в себя вал, установленный вне печи, с возможностью приведения во вращательное движение, содержащий каналы для пропускания охлаждающей воды, расположенные внутри него. Вал на участках для приема опорных колец, транспортирующих плоские слитки, имеет наружные посадочные поверхности с образованием многоугольного поперечного сечения, причем каждое опорное кольцо выполнено с внутренними пригоночными поверхностями в виде многоугольника с геометрическим замыканием относительно него. Поперечное сечение вала, выполненное в виде многоугольника, может проходить также по всей опорной длине вала.
Задача изобретения состоит в том, чтобы известный валок, а также известную прокатную клеть для изготовления прокатываемого материала усовершенствовать в такой степени, чтобы соединение с геометрическим замыканием между шейкой вала и втулкой шейки, насаженной на шейку вала, можно было изготавливать более простым и экономичным способом.
Согласно изобретению эта задача в случае опоры указанного вначале вида решается благодаря тому, что шейка вала и втулка шейки соединены между собой посредством многодугового профильного соединения.
По сравнению с обычным соединением между шейкой вала и втулкой шейки с помощью призматической шпонки решение согласно изобретению имеет преимущество в том, что требуется меньше отдельных деталей, благодаря чему снижаются затраты на изготовление. В частности, не нужно вырезать никаких пазов в валах, втулках шеек и опорных кольцах с буртиком. Благодаря современным способам изготовления на токарных станках с «некруглым токарным приспособлением» можно изготовлять шейки валков и втулки шеек с многоугольными поперечными сечениями. С помощью методов расчета FEM (FЕМ=метод конечных элементов), имеющихся в распоряжении в настоящее время, можно определить параметры любых форм многоугольников, готовых к эксплуатации.
Предпочтительные улучшенные варианты выполнения изобретения получаются из зависимых пунктов формулы изобретения и описания в сочетании с чертежами.
Согласно изобретению преимущественно предусмотрено, что шейка вала на своем наружном конце имеет ступеньку, при этом шейка вала в области ступеньки имеет многоугольный (полигональный) наружный контур, в который входит с геометрическим замыканием соответствующий многоугольный внутренний контур втулки шейки.
В предпочтительном улучшенном варианте этого выполнения предусмотрено, что шейка вала на своем наружном конце несет опорное кольцо с буртиком, которое многоугольным внутренним контуром входит с геометрическим замыканием в многоугольный наружный контур ступеньки шейки вала. При этом решении многоугольные формы на внутренней стороне втулки шейки и опорного кольца с буртиком соответственно взаимодействуют с таким же многоугольным наружным контуром шейки вала в области ступеньки, выполненной на ней. Это решение тем самым дает преимущество в том, что требуется лишь единственная многоугольная форма, чтобы все же, с другой стороны, соединения между втулкой шейки и опорным кольцом с буртиком, с одной стороны, и шейкой вала, с другой стороны, располагались друг за другом в осевом направлении валка.
Решение, альтернативное этому, состоит в том, что шейка вала на своем наружном конце несет опорное кольцо с буртиком, которое многоугольным наружным контуром входит в многоугольный внутренний контур, образуемый шейкой вала в области ступеньки, расположенной на внутренней стороне. С другой стороны, опорное кольцо с буртиком своим многоугольным наружным контуром в области ступеньки входит во внутренний контур втулки шейки, выполненный с геометрическим замыканием относительно него (наружного контура).
В случае этого решения требуются два геометрических замыкания, образованные соответственно многоугольными контурами. Это более накладно в изготовлении, однако имеет преимущество в том, что валок при этом решении сконструирован с меньшей длиной, чем в описанном решении, согласно которому втулка шейки и опорное кольцо с буртиком взаимодействуют с такой же многоугольной наружной формой шейки вала друг за другом в осевом направлении.
В другом варианте выполнения изобретения втулка шейки и опорное кольцо с буртиком выполнены между собой монолитно, так что требуется меньшее число отдельных деталей.
Изобретение относится также к валку прокатного стана, который оснащен по меньшей мере одной опорой описанной выше формы.
Кроме того, изобретение относится к прокатной клети, содержащей станины прокатной клети; подушки, направляемые в станинах прокатной клети; подшипниковые втулки, вмонтированные в отверстия в подушках; и по меньшей мере один валок с обжатой шейкой вала и втулкой шейки, насаженной на шейку вала с фиксацией против проворачивания; а также пленку смазки между подшипниковой втулкой и втулкой шейки, причем шейка вала на своем наружном конце имеет ступеньку, которая выполнена с многоугольным наружным контуром, в котором размещен с геометрическим замыканием соответствующий многоугольный внутренний контур втулки шейки, образуя между ними профильное многоугольное соединение.
Ниже изобретение поясняется более подробно на примерах выполнения, которые показывают:
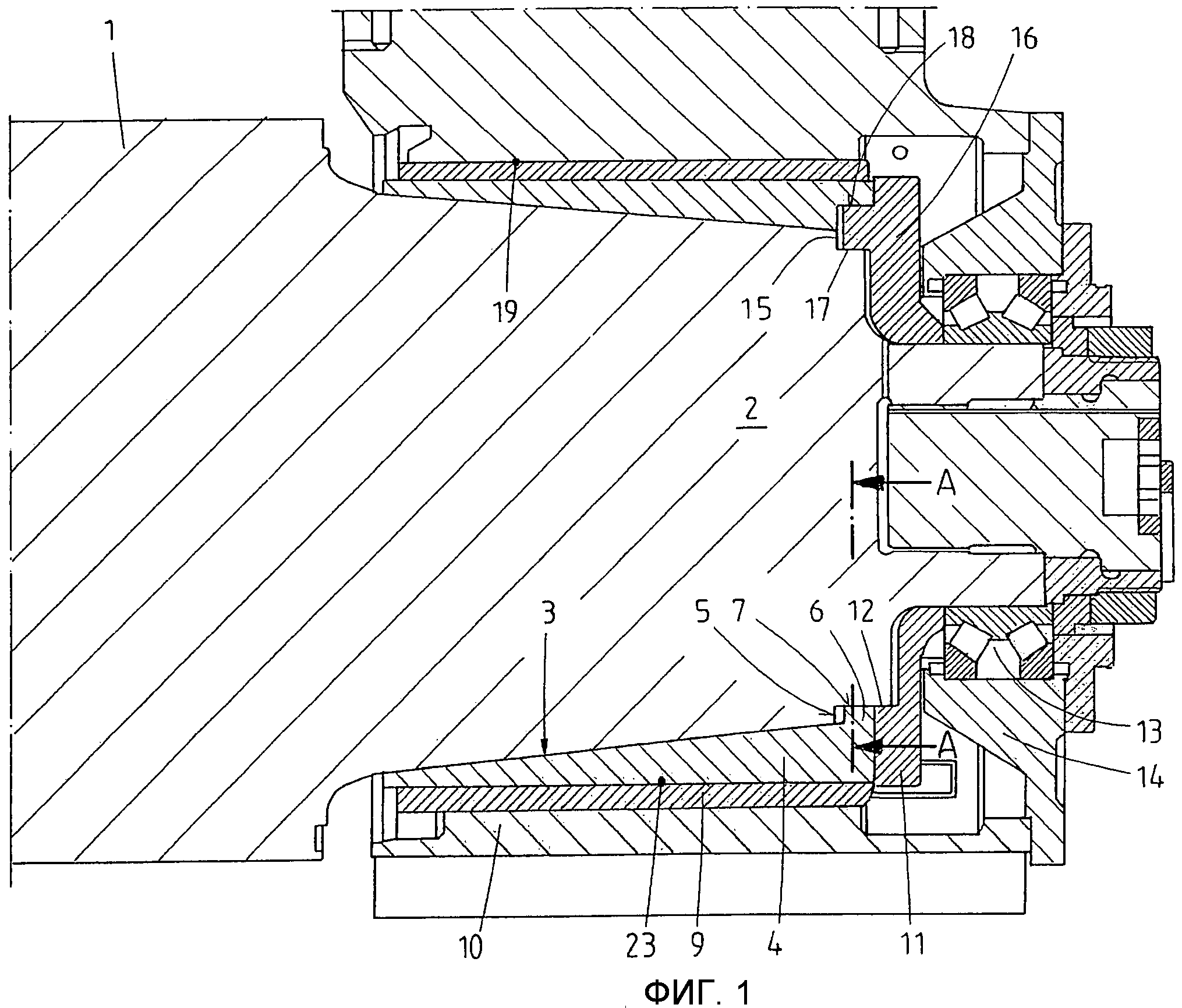
Фиг.1 - два примера выполнения валка прокатного стана, расположенного в подушке, в продольном разрезе, причем первый вариант выполнения изображен под продольной осью, а второй вариант выполнения изображен над продольной осью валка прокатного стана.
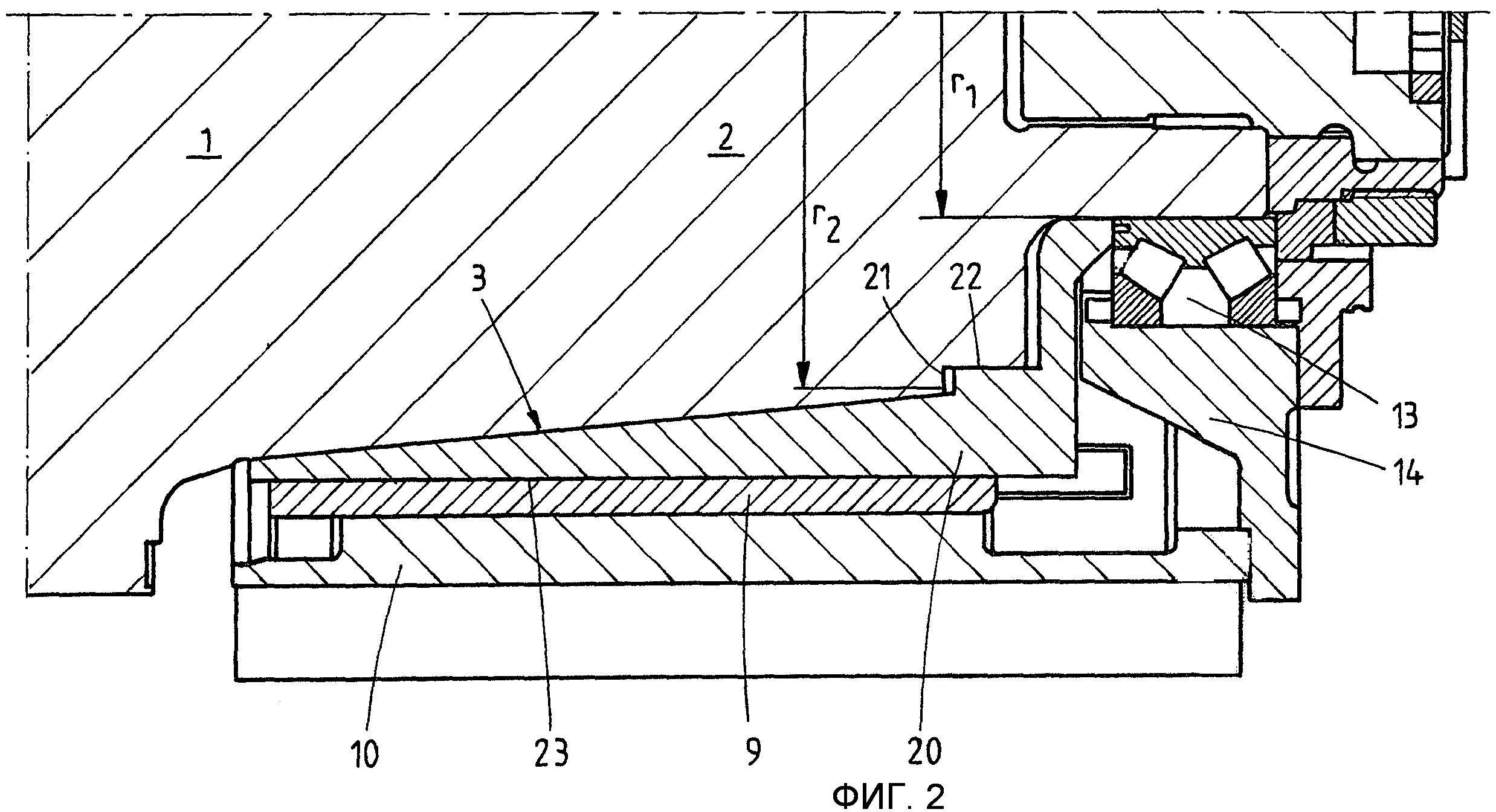
Фиг.2 - другой вариант выполнения валка прокатного стана, изображенного в продольном разрезе и
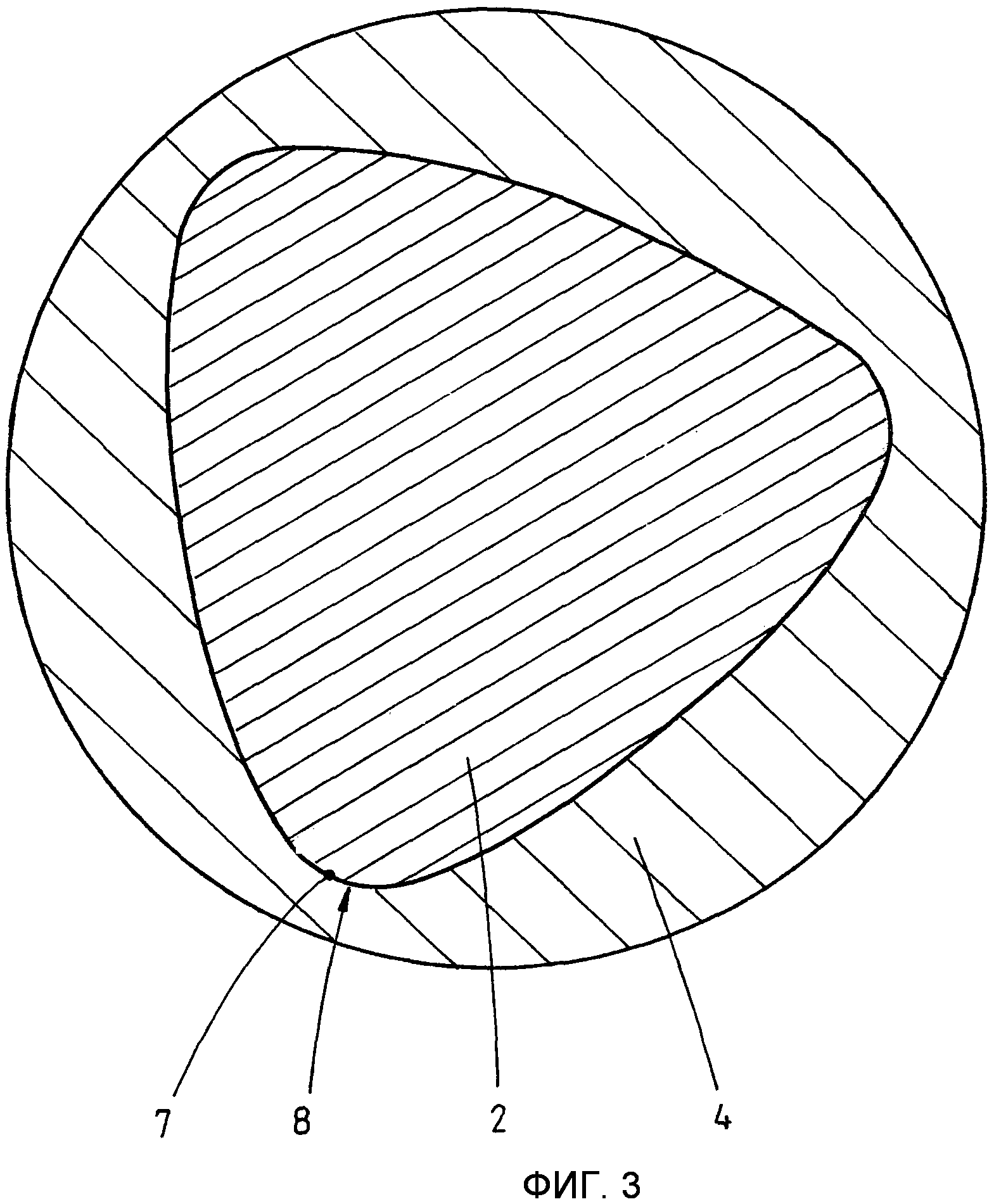
Фиг.3 - схематическое изображение поперечного сечения вдоль линии А-А сечения по фиг.1.
Валок 1 прокатного стана (фиг.1) имеет шейку 2 вала, обладающую конической наружной стенкой 3. В качестве альтернативы может быть предусмотрена цилиндрическая наружная стенка. Вокруг шейки 2 вала проходит с геометрическим замыканием втулка 4 шейки. В направлении своего свободного конца шейка 2 вала оснащена ступенькой 5, по которой проходит втулка 4 шейки своим уступом 6. Наружная стенка 3 шейки 2 вала в области ступеньки 5 имеет многоугольный контур 7 в радиальном направлении, например, как показано на фиг.3, треугольную форму со скругленными углами 8 (фиг.3). Вокруг наружной стенки 3 проходит втулка 4 шейки своим уступом 6 также с геометрическим замыканием с ее внутренней стенкой 8, т.е. с такой же многоугольной формой. Вместо треугольной формы могут найти применение любые другие многоугольные формы/многоугольники, т.е., например, четырехугольные или пятиугольные формы и т.д.
Благодаря многоугольному формированию шейка 2 вала и втулка 4 шейки зафиксированы относительно друг друга против проворачивания. Втулка 4 шейки окружена подшипниковой втулкой 9, закрепленной неподвижно, которая в свою очередь поддерживается в подушке 10.
Также с геометрическим замыканием с многоугольным наружным контуром 7 шейки 2 вала на ней в направлении наружной стороны сидит опорное кольцо 11 с буртиком, которое имеет внутренний многоугольный контур 12, примыкающий к контуру 7 шейки 2 вала. Валок 1 расположен в подушке 10 с помощью конического роликового подшипника 13 и запорной крышки 14.
В альтернативном варианте выполнения шейка 2 вала посредством ступеньки 15 соединена с геометрическим замыканием с опорным кольцом 16 с буртиком посредством многоугольного контура 11, причем контур 17 может иметь, например, такую же форму, как и контур 7.
Посредством второго многоугольного контура 18 в этом варианте выполнения втулка 4 шейки своей внутренней стенкой соединена с геометрическим замыканием с наружной стенкой опорного кольца 16 с буртиком, так что для того чтобы создать соединение с геометрическим замыканием между шейкой 2 вала и втулкой 4 шейки, в этой форме выполнения требуются два многоугольных контура 17, 18, в отличие от единственного многоугольного контура согласно первому варианту выполнения. С другой стороны, этот вариант выполнения имеет преимущество в том, что его конструктивная длина меньше, чем в первом варианте выполнения.
В дальнейшем варианте выполнения (фиг.2) втулка шейки и опорное кольцо с буртиком выполнены в виде монолитного конструктивного элемента 20, который образует ступеньку 21 с шейкой 2 вала, причем ступенька имеет многоугольный контур 22, который соответствует форме внутренней стенки конструктивного элемента 20 и наружной стенки шейки 2 вала. Это формирование имеет преимущество в том, что достаточно лишь одного многоугольного контура 22 для соединения с геометрическим замыканием между шейкой 2 вала и втулкой шейки.
Ступенька 21, также как и ступеньки 5 и 15, может проходить в диапазоне радиуса между минимальным радиусом r1 и максимальным радиусом r2.
Перечень обозначений
1 валок прокатного стана
2 шейка вала
3 наружная стенка
4 втулка шейки
5 ступенька
6 уступ
7 многоугольный контур
8 скругленные углы
9 подшипниковая втулка
10 подушка
11 опорное кольцо с буртиком
12 многоугольный контур
13 конический роликовый подшипник
14 запорная крышка
15 ступенька
16 опорное кольцо с буртиком
17 многоугольный контур
18 многоугольный контур
19 пленка смазки
20 конструктивный монолитный элемент
21 ступенька
22 многоугольный контур
23 пленка смазки.
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Крепление подшипника валка
Прокатная клеть с 4-, 6- или 18-hs-валковым модульным выполнением
Способ и устройство для управления затвердеванием непрерывной заготовки в установке для непрерывного литья при запуске процесса литья
Тележка и способ транспортирования приводного шпинделя для валка прокатной клети
Способ изготовления полос из металла и производственная установка для осуществления этого способа
Способ и устройство для удаления окалины с металлической полосы
Способ и устройство для охлаждения валков прокатной клети
Устройство и способ для намотки полосы с изменяющейся толщиной полосы, в частности металлической полосы
Крепежная система для металлургических сосудов
Прокатная клеть для прокатки, в частности, металлического проката
Способ изготовления по меньшей мере одного рабочего валка для прокатки прокатываемого материала
Устройство для воздействия на распределение температур по ширине
Коробка передач для установки непрерывного литья с теплозащитой

