Результат интеллектуальной деятельности: СПОСОБ МОНТАЖА ДВЕРИ НА КУЗОВЕ ЛЕГКОВОГО АВТОМОБИЛЯ
Вид РИД
Изобретение
Изобретение относится к автомобилестроению и может быть использовано на автомобильных заводах в процессе изготовления кузовов легковых автомобилей.
Известен способ монтажа боковой двери на кузове легкового автомобиля по технологическому процессу ВАЗ №21703-5000020, включающий в себя: регулировку приспособления для навески боковой двери, установку приспособления в проем кузова и последующую его фиксацию в нем, установку в приспособлении боковой двери и последующую ее фиксацию в нем, приварку неподвижных звеньев верхней и нижней петель двери, расфиксацию и демонтаж приспособлений для навески двери, осадку боковой двери легкового автомобиля до момента совпадения поясных линий боковой двери и боковины кузова при помощи приспособления для осадки двери.
Проведенный заявителем информационный поиск не выявил других аналогов для предлагаемого решения, поэтому в качестве прототипа определен приведенный выше способ монтажа боковой двери по технологическому процессу ВАЗ 21703-5000020, который осуществляется следующим образом. Регулируют приспособление для навески двери. Регулировку необходимо выполнить с учетом последующей осадки двери на 3-4 мм. Устанавливают приспособление в проем боковины кузова легкового автомобиля и фиксируют его. Затем устанавливают в приспособлении боковую дверь легкового автомобиля и фиксируют ее в приспособлении. Боковая дверь устанавливается с упреждением 3-4 мм. После монтажа боковой двери в приспособлении подводят неподвижные звенья верхней и нижней петель к боковине кузова и выполняют сварку их с ней. По окончании сварки производят расфиксацию боковой двери в приспособлении, а также самого приспособления в проеме боковины, после чего проводят демонтаж приспособления. Затем устанавливают на боковую дверь приспособление для осадки боковой двери и, прикладывая на рукоятке приспособления тарированное усилие в направлении действия веса боковой двери автомобиля, производят осадку боковой двери автомобиля до совпадения поясных линий боковой двери и боковины кузова.
Известный способ монтажа боковой двери имеет большую трудоемкость, так как хотя дверь и приваривается с упреждением 3-4 мм, однако это не исключает дальнейшего провисания двери относительно проема боковины кузова легкового автомобиля в процессе сборки ее со стеклами, обивками и т.д. в связи с тем, что приварка неподвижных звеньев верхней и нижней петель и осадка двери разнесены по времени, поэтому в процессе осадки в зонах приварки петель происходит деформация (вытяжка) уже холодного металла, возникают микротрещины и остаточные напряжения. Все это требует дополнительного времени на регулировку двери на кузове и не исключает в процессе эксплуатации дальнейшего провисания двери.
Цель изобретения - снизить трудоемкость монтажа двери на кузове легкового автомобиля и повысить качество его сборки.
Поставленная цель достигается тем, что в способе монтажа боковой двери на кузове легкового автомобиля, включающем установку на кузове приспособления для фиксации двери, установку в приспособлении боковой двери, приварку неподвижных звеньев верхней и нижней петель боковой двери к кузову легкового автомобиля, демонтаж приспособления для фиксации двери и последующую осадку боковой двери относительно кузова, согласно изобретению осадку боковой двери относительно кузова производят после приварки неподвижного звена нижней петли боковой двери усилием, приложенным в направлении, противоположном действию веса двери, но перед приваркой неподвижного звена верхней петли боковой двери, при этом величина усилия осадки выбирается из выражения:
Р×L/L1<P1<1,2Р×L/L1, где
Р - вес двери, приложенный в центре тяжести двери,
P1 - усилие осадки двери,
L - расстояние от центра тяжести двери до точки «К» нижней петли боковой двери автомобиля,
L1 - расстояние от точки «К» нижней петли боковой двери до точки приложения усилия осадки двери.
На чертеже показана схема монтажа боковой двери легкового автомобиля на кузов, иллюстрирующая предлагаемый способ.
Реализацию заявляемого способа рассмотрим на примере монтажа задней боковой двери автомобиля ВАЗ-21703. В проем боковины кузова 1 устанавливают приспособление для монтажа боковой двери 2 и фиксируют его в проеме боковины кузова. Затем устанавливают в приспособление 3 боковую дверь легкового автомобиля и фиксируют ее в приспособлении. Производят приварку неподвижного звена нижней петли боковой двери 4 к боковине кузова. Прикладывают усилие осадки P1 (для автомобиля ВАЗ-21703 P1=12 кг), после чего производят приварку неподвижного звена верхней петли боковой двери 5 к боковине кузова. По окончании сварки снимают усилие осадки, демонтируют приспособление с боковой двери автомобиля и из проема боковины кузова. Выполнение монтажа двери предлагаемым способом исключает ее дальнейшее провисание как в процессе сборки автомобиля, так и его эксплуатации.
Способ монтажа боковой двери на кузове легкового автомобиля, включающий установку на кузове приспособления для фиксации двери, установку в приспособлении боковой двери автомобиля, приварку неподвижных звеньев верхней и нижней петель боковой двери к кузову легкового автомобиля, демонтаж приспособления для фиксации двери и последующую осадку боковой двери автомобиля относительно кузова, отличающийся тем, что осадку боковой двери автомобиля производят после приварки неподвижного звена нижней петли боковой двери усилием, приложенным в направлении, противоположном действию веса двери, но перед приваркой неподвижного звена верхней петли боковой двери, при этом величина усилия осадки выбирается из выраженияP·L/L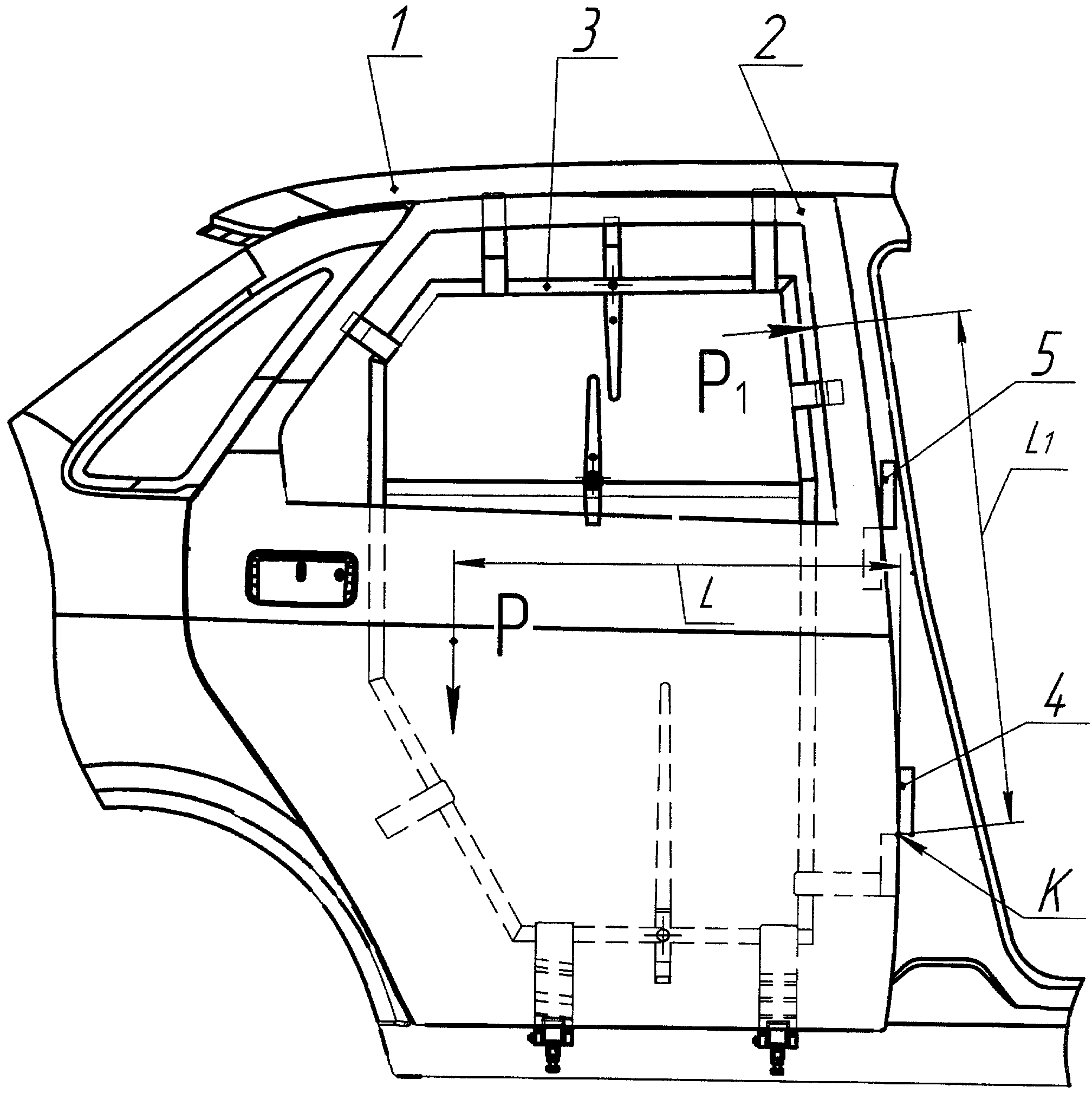
Осветительное устройство транспортного средства
Опорный узел для источников света осветительного устройства
Опорный узел для источников света осветительного устройства
Прессующий поршневой узел машины литья под давлением
Устройство для контроля монтажа
Лигатура для модифицирования и легирования сплавов
Способ центровки осей вращающихся сопрягаемых валов, образующих составной валопровод, относительно оси приводного вала тормозной машины моторного стенда и оси коленчатого вала объекта исследований - двигателя внутреннего сгорания (варианты)
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краев образца (варианты)
Способ правки и штамп для правки пластическим деформированием сложной крупногабаритной детали из листового материала
Кожух картера сцепления силового агрегата колесного транспортного средства
Способ предварительной гибки заготовки с последующей вытяжкой полуфабриката
Низкоуглеродистая автоматная сталь
Двигатель внутреннего сгорания
Способ изготовления сложной крупногабаритной цельноштампованной детали из сварной заготовки
Штамп для вытяжки крупногабаритных деталей сложной формы
Штамп для вытяжки крупногабаритных деталей
Устройство для испытания листовых материалов
Способ вытяжки крупногабаритных деталей сложной формы
Устройство для фиксации

