Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН С ФЛАНЦЕМ"
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления изделий типа «стакан с фланцем» методами обратного выдавливания и совместной высадки и раздачи.
Из уровня техники известен способ изготовления изделий типа стакан с фланцем, включающий формообразование внутренней полости стакана и фланца в его верхней части в два перехода, на первом из которых осуществляют обратное выдавливание исходной заготовки с образованием внутренней полости стакана (Авторское свидетельство СССР №1466078, B21C 23/08, 1996).
К недостаткам известного из уровня техники способа следует отнести узкий сортамент поковок, обусловленный ограничением геометрических параметров фланцев.
В основу заявленного изобретения была положена задача, обеспечивающая получение изделий с увеличенным фланцем (отношение высоты высаживаемой части к толщине стенки заготовки составляет 3,7) на универсальном кузнечно-прессовом оборудовании с использованием эффекта повышения устойчивости высадки путем совмещения операции высадки с раздачей, за счет создания благоприятного напряженно-деформированного состояния в очаге деформации формируемого фланца.
Поставленная задача решается посредством того, что в способе изготовления изделий типа «стакан с фланцем», включающем формообразование внутренней полости изделия и фланца в два перехода, на первом переходе осуществляют обратное выдавливание исходной заготовки с образованием внутренней полости стакана, а на втором переходе проводят высадку заготовки в виде стакана с образованием фланца в ее верхней части, согласно изобретению на втором переходе высадку фланца проводят совместно с раздачей заготовки посредством воздействия пуансона на ее внутреннюю боковую поверхность, при этом пуансон на первом переходе выполняют ступенчатым с конусной частью с углом наклона образующей конуса 10…15°, при этом формообразование на втором переходе осуществляют при наличии в донной зоне заготовки концевой части, которую после второго перехода удаляют.
Изобретение поясняется графическими материалами; где:
- на фиг.1 - заготовка-поковка в виде стакана в штампе после первого перехода - обратного выдавливания;
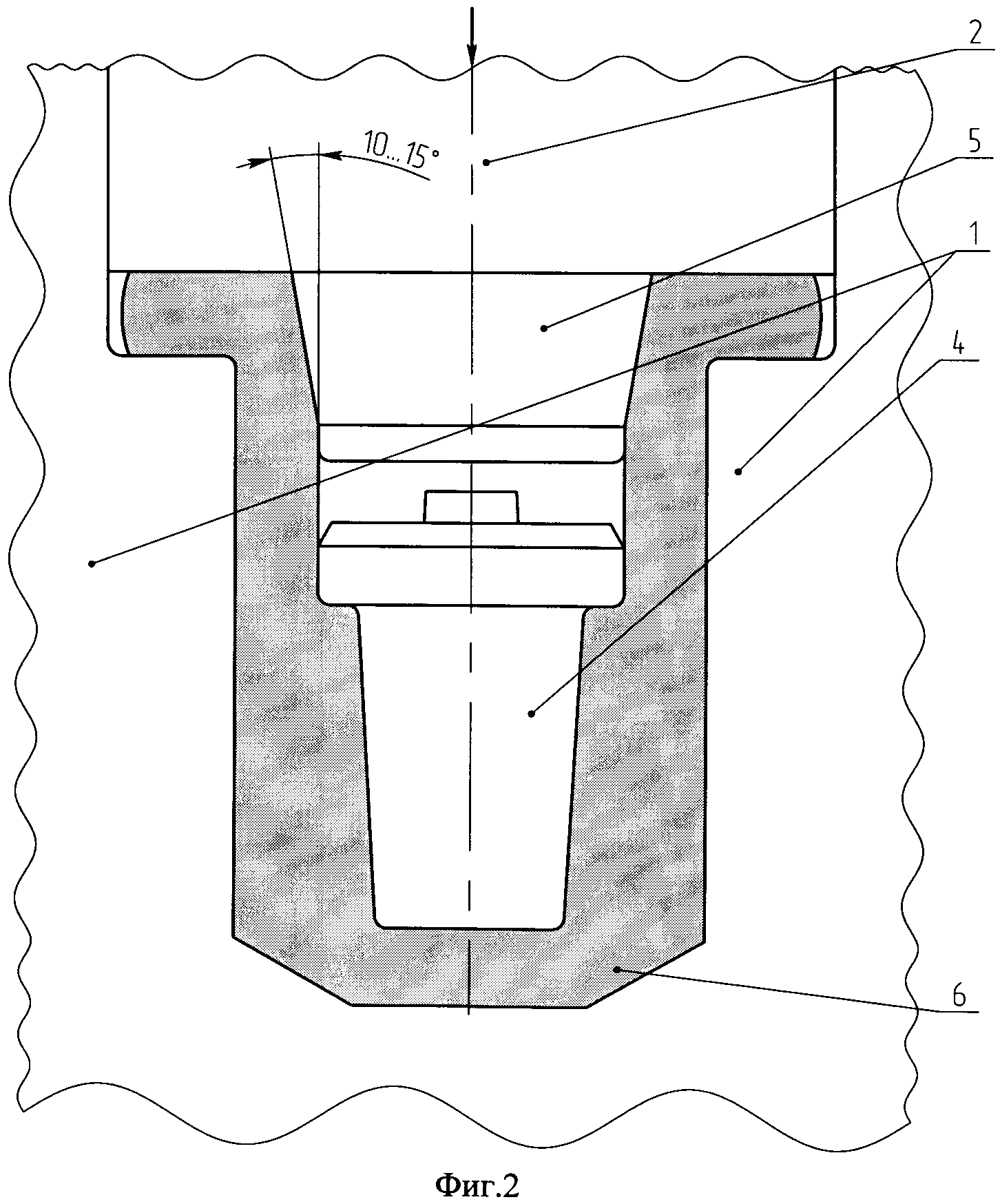
- на фиг.2 - поковка (изделие) типа «стакан с фланцем» после второго перехода -совместной высадки и раздачи.
Способ изготовления изделий тина «стакан с фланцем» осуществляется формоизменением исходной цилиндрической заготовки в матрице 1 с вертикальным разъемом за два перехода на одной позиции пресса с последовательной заменой деформирующих пуансонов. Пуансонодержатель (не показан), закрепленный к верхней половине штампа, с возможностью перемещения в горизонтальной плоскости, выполнен с двумя позициями, в первой - закреплен пуансон для первого перехода, во второй - соответственно для второго перехода. Каждая из позиций может быть использована последовательно как основная за счет упомянутого перемещения пуансонодержателя в горизонтальной плоскости. Пуансон 2 для первого перехода выполняют составным из основной части 3 и концевой части 4. Пуансон 2 для второго перехода выполняют монолитным ступенчатым с конусной частью 5.
На первом переходе формообразование заготовки-поковки в виде стакана 6 осуществляется в матрице 1 за счет обратного выдавливания исходной заготовки составным пуансоном 2. Концевая часть 4 крепится к основной части 3 пуансона 2, например, за счет впадины и удерживается на посадке с натягом. После осуществления процесса пластического деформирования заготовки в горячем состоянии на первом переходе пуансон 2 возвращается в исходное положение, при этом концевая часть 4, удерживаемая на горячей посадке (обусловленной температурным сужением полуфабриката), остается в дойной зоне поковки 6. В результате пластического деформирования исходной заготовки на первом переходе получают заготовку-поковку в виде стакана 6 с толщиной боковой стенки S (фиг.1).
Далее выполняют замену пуансона, после чего производят дальнейшее формообразование поковки 6 совместной высадкой и раздачей. Набор металла для формообразования фланца происходит за счет раздачи боковой стенки заготовки-поковки 6 (толщиной S и высотой Н) ступенчатым пуансоном с конусной частью 5, а окончательное формирование фланца - за счет высадки.
Концевая часть 4, оставшаяся в поковке 6 после первого перехода, препятствует потере устойчивости в области боковой стенки поковки 6 при выполнении совместной операции высадки и раздачи. Концевая часть 4 ограничивает перемещение металла поковки, контактирующего с нею, и за счет теплообмена обеспечивает более быстрое его остывание, что уменьшает степень формоизменения свободной части боковой стенки. Таким образом, обеспечивается получение заданной формы наружной и внутренней цилиндрической поверхности поковки 6 и минимизируется возможность прогиба боковой стенки внутрь или ее утолщение, что прямым образом связано с получением благоприятного напряженно-деформированного состояния в очаге деформации формируемого фланца и выполнением технической задачи.
После осуществления деформирования на втором переходе пуансон 2 и пуансонодержатель возвращаются в исходное положение (на расстояние от матрицы 1, достаточное для извлечения из нее поковки 6 и помещения исходной заготовки).
Концевая часть 4, оставшаяся в поковке после первого перехода, и имеющая массу, в несколько раз меньшую массы последней, за счет теплопередачи от охлаждающейся поковки 6, подвергается нагреву. Твердость концевой части 4 при этом уменьшается, что позволяет удалить ее резанием во время механообработки поверхностей поковки 6.
Экспериментально установлен оптимальный угол образующей конуса на конусной части 5 пуансона 2, который составил 10…15°, что подтверждено примерами, указанными в табл.1.
|
В вышеописанном примере представлена определенная конфигурация поковки (изделия) и технологической оснастки (пуансона и матрицы). Однако необходимо учитывать, при реализации заявленного способа изделие типа «стакан с фланцем» может содержать наружные отростки (т.е. иметь форму тройника и пр.), а его наружная поверхность может быть отличной от цилиндрической; концевая часть пуансона может иметь иную геометрию и крепиться к пуансону иными техническими способами; матрица может быть выполнена неразъемной или с горизонтальным разъемом.
Экспериментальная реализация описанного способа изготовления изделий типа «стакан с фланцем» на производственных площадках показали, что совокупность существенных признаков предложенного способа, входящих в состав формулы изобретения, позволила реализовать схему высадки с совместной раздачей, при которой отношение высаживаемой части к толщине стенки заготовки увеличилось на 48% в сравнении с известными решениями.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области обработки металлов давлением и может быть реализован для изготовления изделий типа «стакан с фланцем» с увеличенным диаметральным размером фланцевой части из цилиндрических заготовок методами обратного выдавливания и совместной высадки и раздачи;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям, предъявляемым к объектам для обеспечения их правовой охраны в качестве «изобретения», т.е. соответствует по действующему законодательству критериям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость».
Способ изготовления деталей типа "стакан с фланцем", включающий формообразование внутренней полости стакана и фланца в два перехода, на первом из которых осуществляют обратное выдавливание исходной заготовки с образованием внутренней полости стакана, а на втором проводят высадку заготовки в виде стакана с образованием фланца в верхней части, отличающийся тем, что обратное выдавливание исходной заготовки на первом переходе осуществляют посредством пуансона, который выполнен составным из основной и концевой частей, а высадку с образованием фланца на втором переходе проводят совместно с раздачей заготовки в виде стакана воздействием на ее внутреннюю боковую поверхность ступенчатым пуансоном, выполненным с конусной частью с углом наклона образующей конуса 10…15°, при наличии в донной зоне заготовки концевой части упомянутого составного пуансона, которую удаляют после осуществления второго перехода формообразования.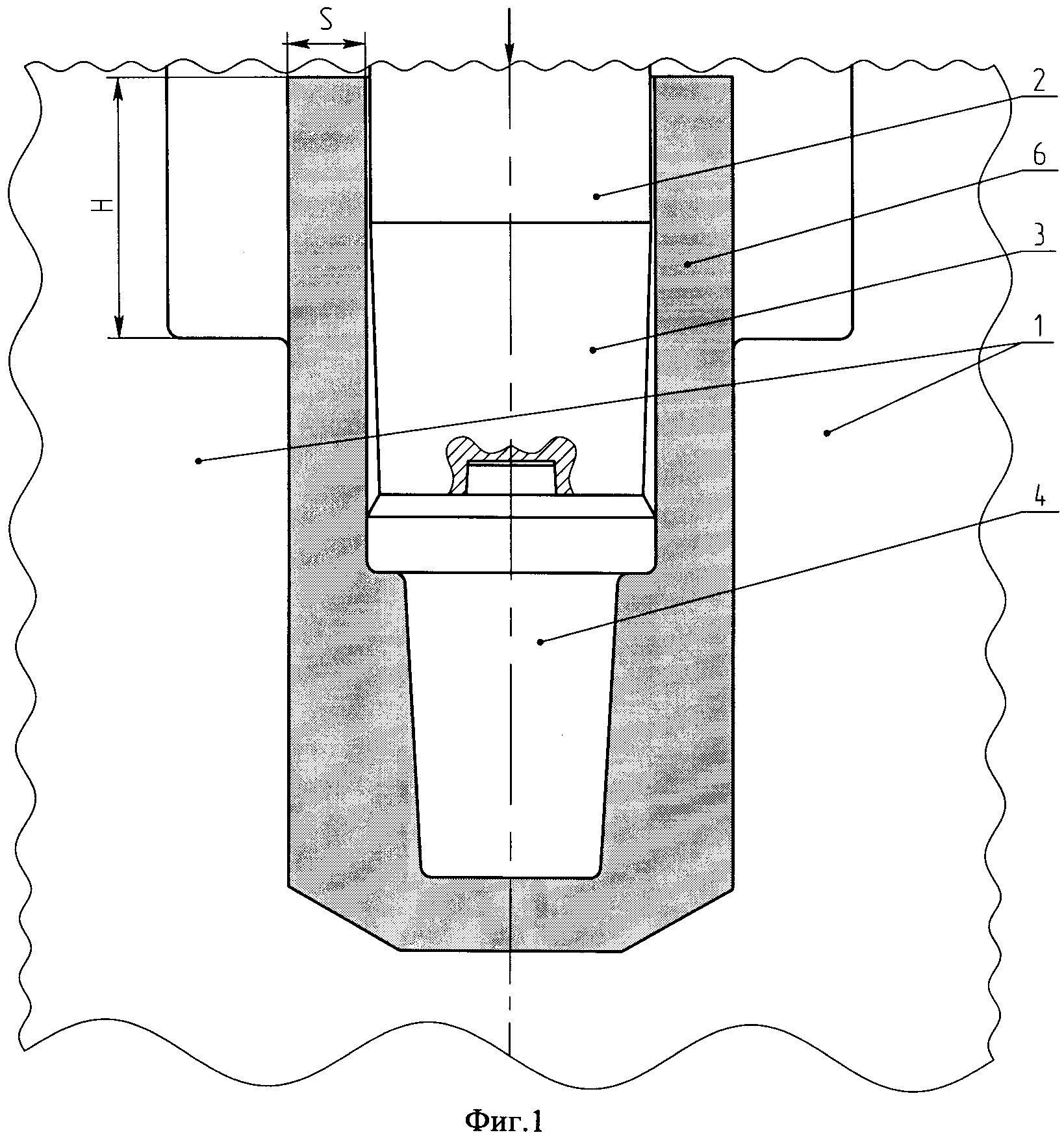
Восьмифазный преобразователь напряжения
Устройство для изготовления проволочных спиралей
Штамп для равноканального углового прессования
Способ изготовления плоских деталей из высокопрочного чугуна
Способ изготовления крупногабаритных поковок полукорпусов шаровых кранов
Способ изготовления крупногабаритных поковок полукорпусов шаровых кранов
Штамп для канального углового прессования
Штамп для равноканального углового прессования
Способ формообразования тонкополотной поковки
Штамп для канального углового прессования
Способ формообразования тонкополотной поковки
Штамп для канального углового прессования

