СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ
Вид РИД
Изобретение
Изобретение относится к металлообработке, в частности к способам размерной электрохимической обработки (ЭХО) деталей из высокопрочных сталей и сплавов, и может быть использовано для изготовления деталей со сложным рельефом поверхности и сложным наружным контуром, например, управляющих рулей, лопастей, крыльев управляемых ракет, турбинных лопаток и т.п.
Известен способ изготовления (см. В.А.Голавачев, Б.И.Петров, В.Г.Филимошин и В.А.Шманев. «Электрохимическая размерная обработка деталей сложной формы». М.: Машиностроение, 1989 г., с.92-96), принятый за прототип. Способ включает механическую обработку заготовки, подготовку поверхности заготовки под электрохимическую обработку и электрохимическую обработку (ЭХО) заготовки, окончательную механическую обработку. Заготовку закрепляют за замковую часть и технологическую бобышку в приспособлении станка и электрохимическим способом формируют рельеф пера детали с двух сторон рельефными катодами, имеющими на торцевой рабочей поверхности рельеф, обратный рельефу пера детали. После электрохимической обработки отрезают технологическую бобышку и механически обрабатывают профиль замковой части.
Недостатком прототипа является необходимость крепления заготовки за замковую часть, невозможность при этом одновременно формировать электрохимической обработкой профиль пера детали и замковую часть детали. Отсутствие фиксации детали по боковой кромке профиля пера детали вызывает при утонении заготовки за счет электрохимического съема металла в конце электрохимической обработки деформацию пера детали от действия гидродинамических сил, проявляющуюся в закрутке пера детали относительно замковой части и изгибе детали относительно продольной оси и, в конечном итоге, отклонение от размеров детали, электрохимическая обработка деталей с недостаточной жесткостью по данному способу становится неприемлемой.
Изобретением решается задача: повышение точности и качества деталей и уменьшение окончательной механической обработки.
Технический результат, получаемый при осуществлении предлагаемого изобретения, заключается в электрохимическом формообразовании всего рельефа детали в заготовке с максимальным приближением к размерам чертежа детали и уменьшении последующей механической обработки, а также в обеспечении возможности электрохимической обработки деталей с недостаточной жесткостью.
Указанный технический результат достигается тем, что в способе изготовления деталей сложной формы, включающем механическую обработку заготовки, подготовку поверхности под электрохимическую обработку и электрохимическую обработку заготовки с двух сторон с обеспечением наружного рельефа поверхности детали за счет рельефа поверхности двух катодов-инструментов, а толщины детали за счет глубины обработки и окончательную механическую обработку, новым является то, что электрохимическая обработка ведется по всей поверхности детали с формированием замкнутого наружного контура детали и обрамляющей замкнутый наружный контур детали замкнутой технологической перемычки, удерживающей обрабатываемую деталь в периферийной части заготовки в исходном положении до завершения процесса электрохимической обработки и осуществляющей токоподвод к детали.
Для обеспечения электрохимической обработки деталей с недостаточной жесткостью при обработке второй стороны детали может быть использовано поддерживающее приспособление, опорная поверхность которого получена электрохимической обработкой мастер-катодом, применяемым для изготовления катода, предназначенного для обработки первой стороны детали.
Технические решения с признаками, отличающими заявляемое техническое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Способ изготовления деталей сложной формы заключается в том, что заготовку подвергают предварительной механической обработке только по двум плоскостям, сверлят два сквозных центрирующих отверстия за пределами зоны электрохимической обработки для позиционирования с приспособлением, проводят подготовку поверхности заготовки под электрохимическую обработку, заключающуюся в пескоструйной обработке заготовки, выполняют размерную электрохимическую обработку с получением окончательного рельефа и контура детали с формированием замкнутой технологической перемычки, затем отделяют деталь от периферийной части заготовки по технологической перемычке любым способом, например вырубкой в штампе.
Технологическую перемычку выполняют шириной f=0,5÷1,5 мм и толщиной в конце обработки t=0,1÷0,3 мм для обеспечения жесткости перемычки и осуществления токоподвода к детали, а угол α между перемычкой - дном канавки и боковой стенкой канавки - сопрягаемой плоскостью периферийной части заготовки выполняют не менее 120° для свободного удаления продуктов электрохимического растворения.
Экспериментально установлено, что перемычка шириной f=0,5÷1,5 мм и толщиной в конце обработки t=0,1÷0,3 мм наиболее оптимальна для обработки деталей с различным профилем, а также угол α не менее 120° между перемычкой и сопрягаемой плоскостью периферийной части заготовки гарантирует полное удаление продуктов электрохимического растворения из зоны электрохимической обработки.
Способ поясняется чертежами, где изображено:
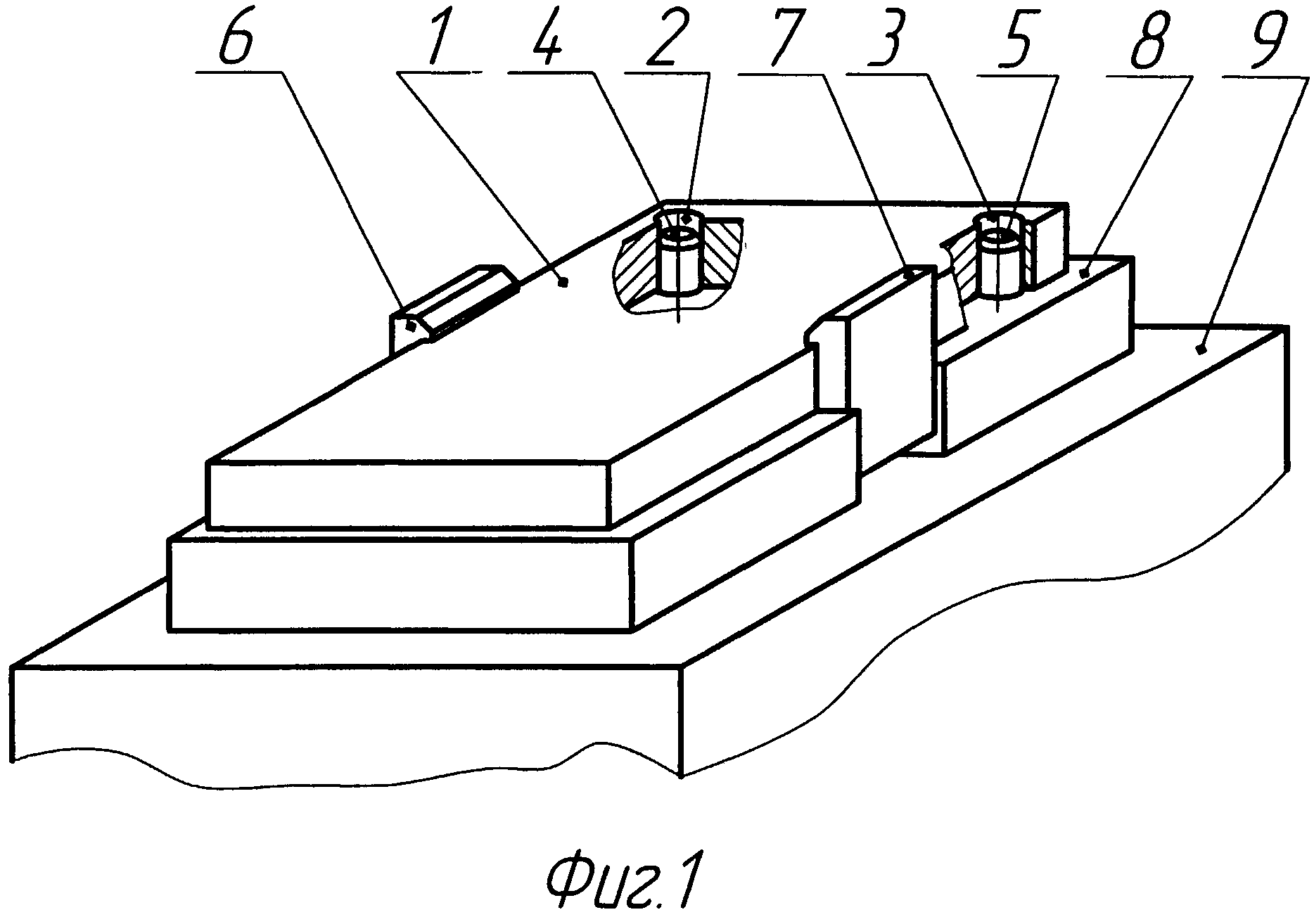
на фиг.1 - заготовка, установленная в приспособлении на столе станка;
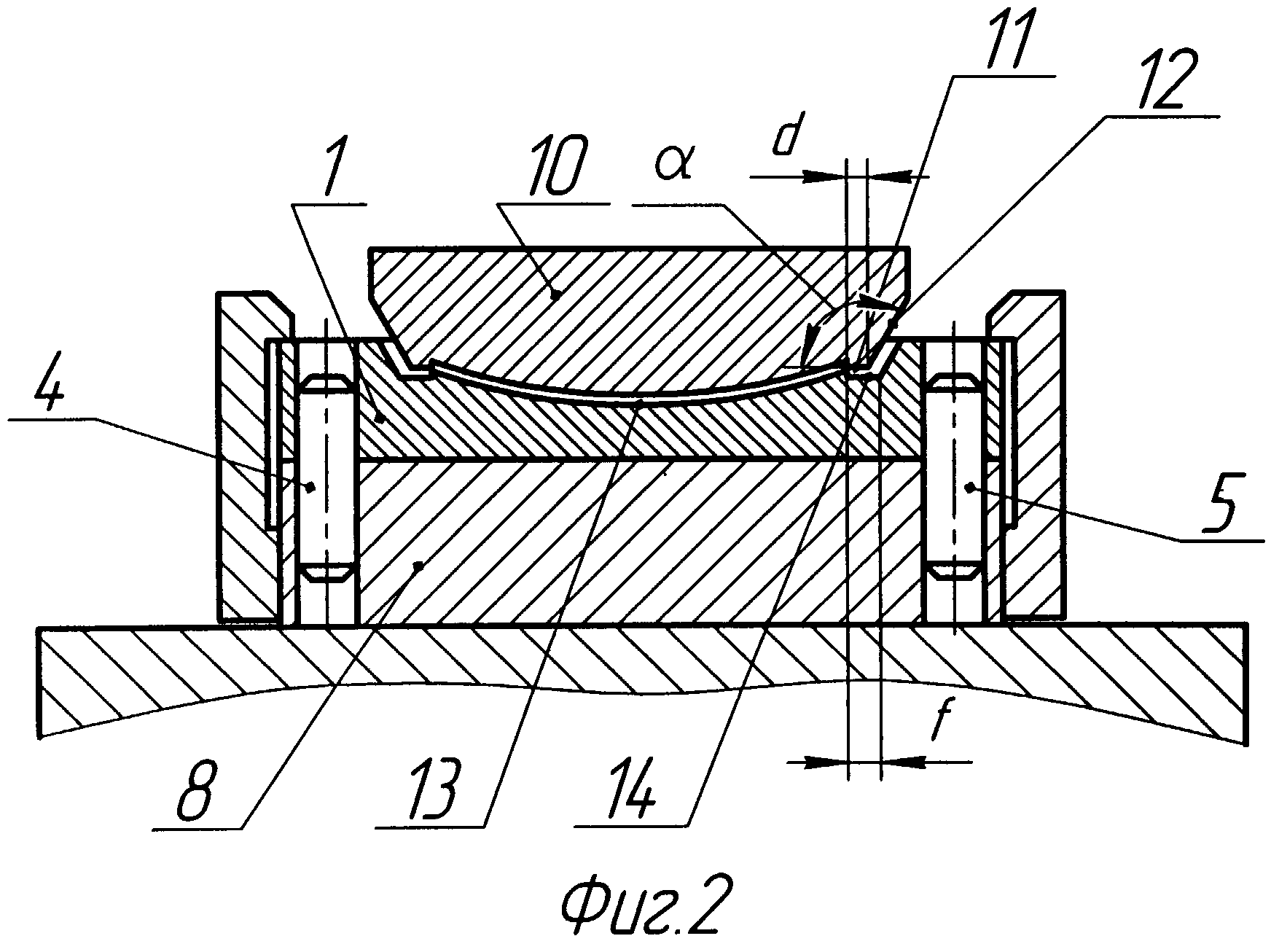
на фиг.2 - схема расположения заготовки и катод-инструмента для обработки первой стороны заготовки в конце электрохимической обработки первой стороны заготовки;
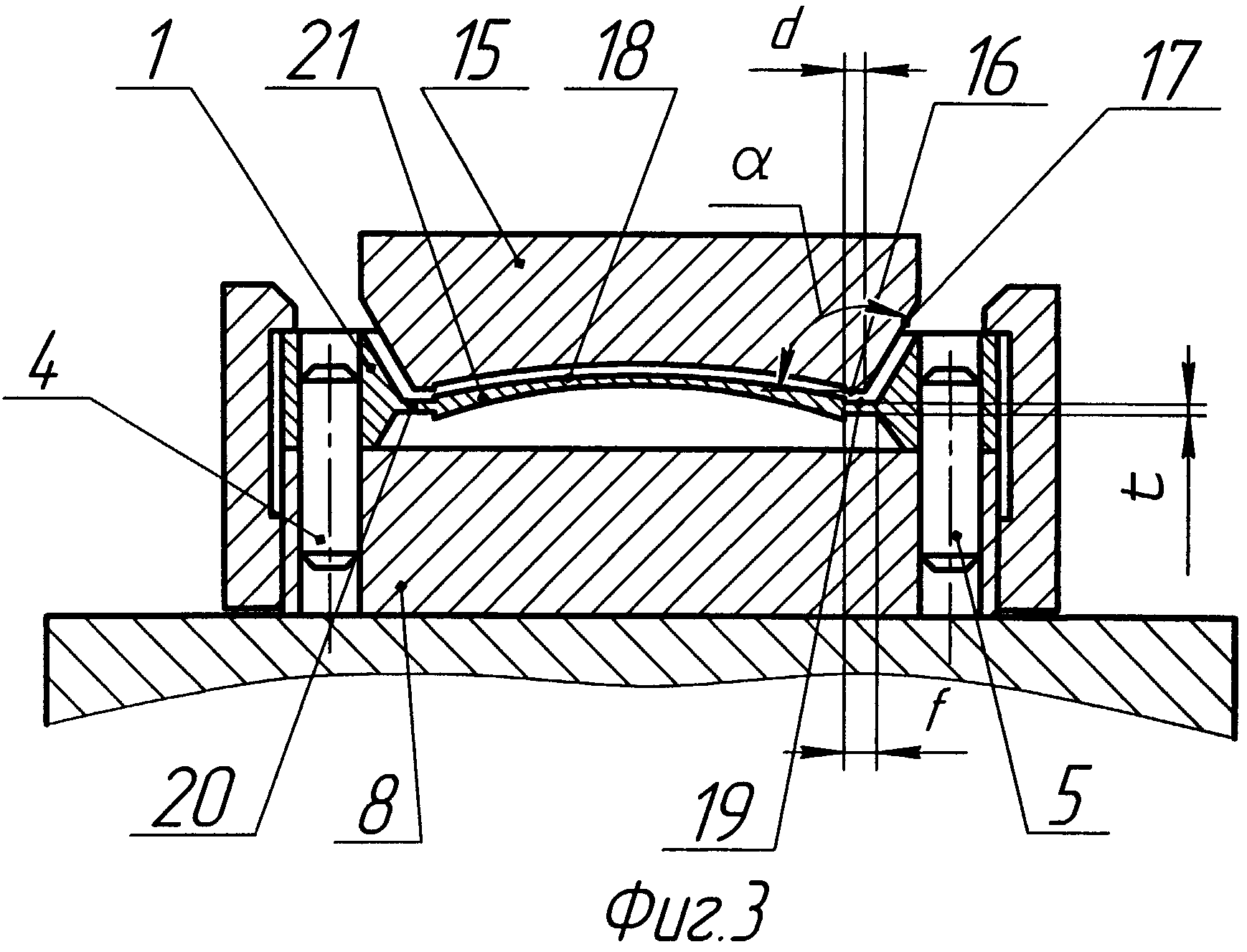
на фиг.3 - схема расположения заготовки и катод-инструмента в конце электрохимической обработки второй стороны заготовки;
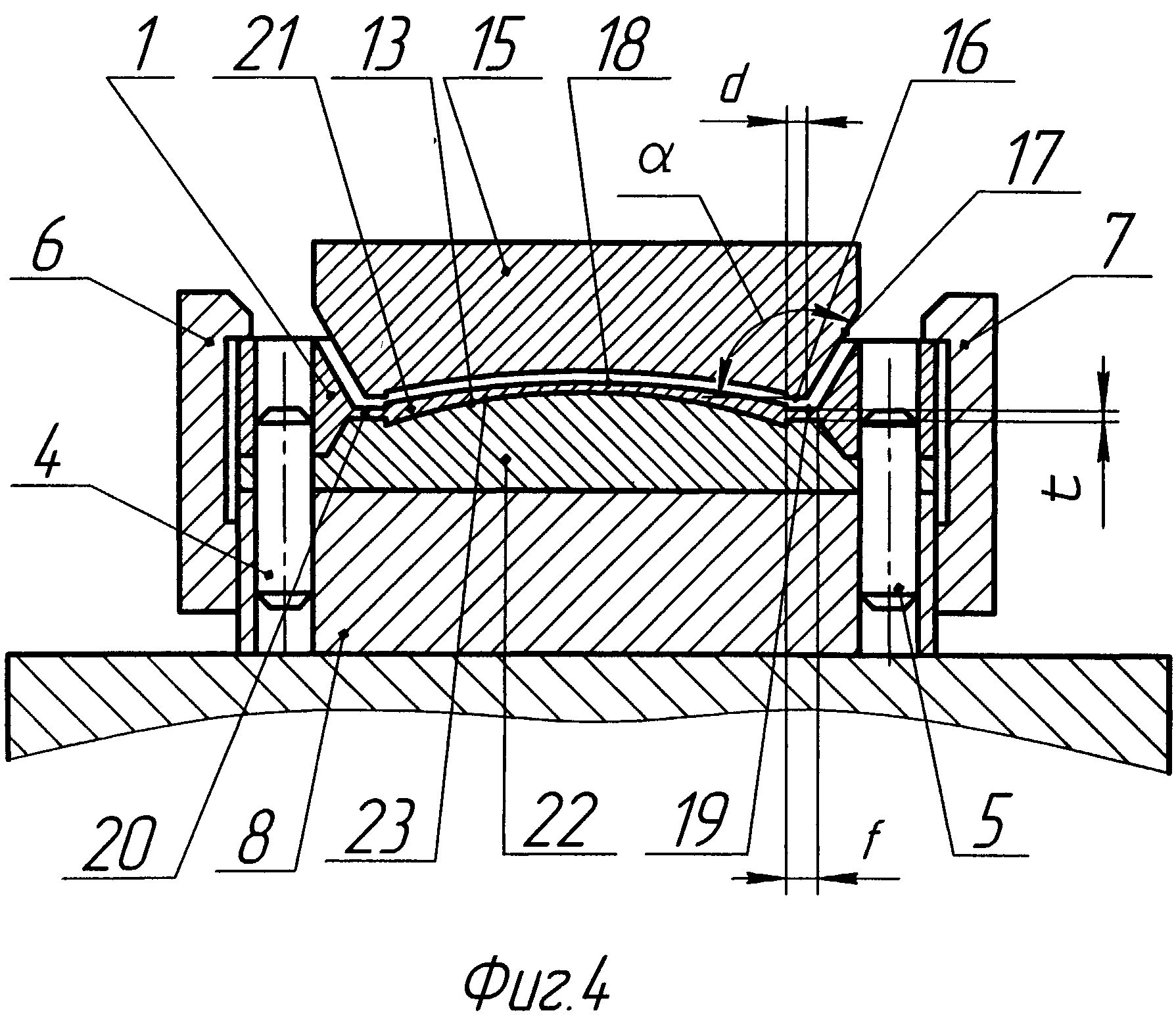
на фиг.4 - схема расположения заготовки, катод-инструмента для случая электрохимической обработки второй стороны заготовки с использованием поддерживающего приспособления.
Способ реализуется следующим образом.
Обрабатываемую заготовку 1 устанавливают базирующими отверстиями 2 и 3 на базирующие штифты 4 и 5 и зажимают прижимами 6 и 7 приспособления 8, установленного на столе станка 9.
Начинают обработку первой стороны заготовки 1. При наладке станка катод-инструмент 10 выставляют относительно базирующих штифтов 4 и 5 приспособления 8, чем обеспечивают позиционирование катод-инструмента 10 относительно заготовки 1. Катод-инструмент 10 имеет по наружному контуру поясок 11 шириной d=0,5÷1,5 мм и сопряженную с ним под углом α=120° периферийную поверхность 12. При электрохимической обработке катод-инструментом 10 формируют поверхность 13 первой стороны детали и канавку 14 шириной f=0,5÷1,5 мм, обратную пояску 11 катод-инструмента 10, обрамляющую поверхность 13 первой стороны детали по ее периферийной части в заготовке.
Затем обрабатывают вторую сторону заготовки. При наладке станка катод-инструмент 15 выставляют относительно базирующих штифтов 4 и 5 приспособления 8, чем обеспечивают позиционирование катод-инструмента 15 относительно заготовки 1. Катод-инструмент 15 имеет по наружному контуру поясок 16 шириной d=0,5÷1,5 мм и сопряженную с ним под углом α=120° периферийную поверхность 17. При электрохимической обработке катод-инструментом 15 формируют поверхность 18 второй стороны детали и канавку 19 шириной f=0,5÷1,5 мм, обратную пояску 16 катод-инструмента 15, обрамляющую поверхность 18 второй стороны детали по ее периферийной части в заготовке 1. Образуется технологическая перемычка 20 шириной f=0,5÷1,5 мм и толщиной в конце обработки t=0,1÷0,3 мм, удерживающая формируемую деталь 21 в исходном положении.
Для обеспечения электрохимической обработки деталей с недостаточной жесткостью при обработке второй стороны заготовки 1 используют поддерживающее приспособление 22, устанавливаемое между заготовкой 1 и приспособлением 8 на базирующие штифты 4 и 5 и закрепляемое совместно с заготовкой 1 прижимами 6 и 7. Катод-инструмент 15 имеет по наружному контуру поясок 16 шириной d=0,5÷1,5 мм и сопряженную с ним под углом α=120° периферийную поверхность 17. При электрохимической обработке катод-инструментом 15 формируют поверхность 18 второй стороны детали и канавку 19 шириной f=0,5÷1,5 мм, обратную пояску 16 катод-инструмента 15, обрамляющую поверхность 18 второй стороны детали по ее периферийной части в заготовке 1. Образуется технологическая перемычка 20 шириной f=0,5÷1,5 мм и толщиной в конце обработки t=0,1÷0,3 мм, удерживающая формируемую деталь 21 в исходном положении. Дополнительно заготовка 1 поверхностью 13 опирается на поверхность 23 поддерживающего приспособления 22.
Пример использования.
Предлагаемый способ используется на ОАО «ЗиД» при электрохимическом изготовлении лопастей 9М 1190101001 из стали 09Х16Н4Б с площадью обработки каждой стороны заготовки 80 см2 и рулей 9М 1200200093 из стали 20Х13 с площадью обработки каждой стороны заготовки 80 см2 на копировально-прошивочных станках ТЭ-ХО-8000 с программной установкой режимов обработки.
При изготовлении детали 9М1190101001 партию заготовок вырубают из листа металла 09Х16Н4Б. Правят заготовки по двум параллельным поверхностям. Сверлят в каждой заготовке два сквозных базирующих отверстия за пределами зоны электрохимической обработки, Проводят пескоструйную обработку заготовки для подготовки поверхности заготовки под электрохимическую обработку. Устанавливают заготовку базирующими отверстиями на фиксирующие штифты приспособления и зажимают прижимами в приспособлении на столе станка ТЭХО-8000. Закрепляют катод-инструмент для обработки первой стороны заготовки на электрододержателе станка с позиционированием относительно штифтов приспособления. Проводят электрохимическую обработку первой стороны заготовки с формированием катод-инструментом в заготовке рельефа первой стороны детали и технологической канавки. Выполняют электрохимическую обработку первой стороны заготовки всей партии заготовок. После электрохимической обработки первой стороны всей партии заготовок заменяют катод-инструмент для обработки первой стороны заготовки на катод-инструмент для обработки второй стороны заготовки. Позиционируют катод-инструмент для электрохимической обработки второй стороны заготовки относительно штифтов приспособления и аналогично электрохимической обработке первой стороны заготовки проводят электрохимическую обработку второй стороны заготовки с формированием рельефа второй стороны детали и технологической канавки в заготовке. Между технологическими канавками образуется технологическая перемычка, удерживающая формируемую электрохимической обработкой деталь в исходном положении до завершения процесса электрохимической обработки и осуществляющая токоподвод к детали, формируемой электрохимической обработкой в заготовке. Вырубкой в штампе отделяют сформированную в заготовке деталь от технологической перемычки.
Пример использования способа с применением поддерживающего приспособления.
При изготовлении детали 9М 1200200093 партию заготовок вырубают из листа металла 20Х13. Правят заготовки по двум параллельным поверхностям. Сверлят в каждой заготовке два сквозных базирующих отверстия за пределами зоны электрохимической обработки. Проводят пескоструйную обработку заготовки для подготовки поверхности заготовки под электрохимическую обработку. Устанавливают заготовку базирующими отверстиями на фиксирующие штифты приспособления и зажимают прижимами в приспособлении на столе станка ТЭХО-8000. Закрепляют катод-инструмент для обработки первой стороны заготовки на электрододержателе станка с позиционированием относительно штифтов приспособления. Проводят электрохимическую обработку первой стороны с формированием катод-инструментом в заготовке рельефа первой стороны детали и технологической канавки. Выполняют электрохимическую обработку первой стороны заготовки всей партии заготовок. После электрохимической обработки первой стороны всей партии заготовок заменяют катод-инструмент для обработки первой стороны заготовки на катод-инструмент для обработки второй стороны. Позиционируют катод-инструмент для электрохимической обработки второй стороны заготовки относительно штифтов приспособления. Устанавливают поддерживающее приспособление, исключающее деформацию детали в процессе электрохимической обработки. После этого аналогично электрохимической обработке первой стороны заготовки проводят электрохимическую обработку второй стороны заготовки с формированием рельефа второй стороны детали и технологической канавки в заготовке. Между технологическими канавками образуется технологическая перемычка, удерживающая формируемую электрохимической обработкой деталь в исходном положении до завершения процесса электрохимической обработки и осуществляющая токоподвод к детали, формируемой электрохимической обработкой в заготовке. Вырубкой в штампе отделяют сформированную в заготовке деталь от технологической перемычки.
Стрелковое оружие для стрельбы с плеча с устройством для бесшумного ношения
Боевой роботизированный модуль
Оружейная установка
Мишенный комплекс с малоразмерными радиоуправляемыми мишенями
Информационно-вычислительная система дистанционно-управляемого подвижного объекта
Воздушная мишень
Многофункциональный робототехнический комплекс обеспечения боевых действий
Способ изготовления оболочек
Телескопический приклад
Сошка стрелкового оружия
Стрелковое оружие для стрельбы с плеча с устройством для бесшумного ношения
Боевой роботизированный модуль
Оружейная установка
Мишенный комплекс с малоразмерными радиоуправляемыми мишенями
Информационно-вычислительная система дистанционно-управляемого подвижного объекта
Воздушная мишень
Многофункциональный робототехнический комплекс обеспечения боевых действий
Способ изготовления оболочек
Телескопический приклад
Сошка стрелкового оружия

