Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ УСИЛИЙ И НАСТРОЙКИ КАЛИБРОВ ВАЛКОВ КЛЕТЕЙ ТРУБОЭЛЕКТРОСВАРОЧНОГО АГРЕГАТА
Вид РИД
Изобретение
Изобретение относится к производству сварных труб на непрерывных трубоэлектросварочных агрегатах, а точнее к устройству для измерения радиальных усилий и настройки калибров валков формовочных, трубосварочных и профильно-калибровочных клетей трубоэлектросварочных агрегатов для производства труб малого диаметра.
Известно устройство контроля усилий в прокатном стане, см. патент РФ №2165323, кл. B21B 38/08, заявл. 04.04.2000 г., опубл. 20.04.2001 г.
Это устройство содержит соединенные между собой кабельной сетью усилительно-преобразовательный блок, регистрирующий привод и датчики деформации, смонтированные на элементах клети стана. Датчики деформации установлены во внутренних полостях, выполненных в нажимных винтах клети.
Основной недостаток устройства - узкая область применения.
Во-первых, устройство может быть использовано только для прокатных агрегатов с радиальным усилием на нажимной винт не менее 1000 т, когда наружный диаметр нажимного винта составляет более 200 мм и в нем можно выполнить полость диаметром 50 мм для размещения датчика деформаций. В трубосварочных и профилегибочных агрегатах максимальное усилие на нажимной винт составляет 75 т и его наружный диаметр равен не более 60 мм.
Во-вторых, высокая жесткость (порядка 1·106 Н/мм) не позволяет использовать нажимной винт в качестве предохранительного устройства при непредвиденных перегрузках.
При этом жесткость винта практически невозможно изменить, так как она определяется действующим усилием и оптимальными размерами прокатной клети.
Из известных наиболее близким по технической сущности является устройство для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата, описанное в патенте РФ №2335360, кл. B21B 38/00, заявл. 27.09.2006 г., опубл. 10.04.2008 г.
Это устройство содержит, по крайней мере, пару зеркально расположенных по отношению друг к другу упругих балок переменного сечения из пружинной стали с углублениями по концам для размещения взаимодействующих с ними вставок. Упругие балки расположены между нажимными винтами и подушками валков, которые установлены внутри несущих элементов клетей агрегата. Устройство содержит также измерительное средство, источник питания, программируемый контроллер, соединенные кабельной сетью и образующие автономные каналы измерения. Измерительное средство выполнено в виде закрепленного на подушке валка индуктивного аналогового датчика и шунт-пластины, расположенной на упругой балке. Программируемый контроллер связан с электромеханическими приводами нажимных винтов обратной связью с помощью импульсного датчика.
Недостаток известной конструкции устройства для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата заключается в том, что оно имеет ограниченное применение из-за дороговизны системы управления и необходимости в электромеханических приводах для нажимных винтов. Его использование экономически нецелесообразно в трубоэлектросварочных агрегатах малого диаметра, в которых радиальные усилия на валки составляют не более 6000 кгс и поэтому возможна ручная настройка калибров валков в клетях, даже с наличием свариваемой трубы.
Другим недостатком известного устройства является то, что оно не гарантирует получение качественных сварных труб, зависящее не только от точного соответствия фактических радиальных усилий на валках их технологическим значениям, но и от точного соответствия номинального центра калибра каждой клети с установленного для данного калибра технологическими радиальными усилиями общей оси всего агрегата (всех клетей).
Задача настоящего изобретения состоит в создании устройства для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата, позволяющего использовать его при изготовлении сварных труб малого диаметра с одновременным гарантированным качеством получаемых труб, а также упростить конструкцию и снизить стоимость.
Поставленная задача достигается тем, что в устройстве для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата, содержащем, по крайней мере, пару зеркально расположенных по отношению друг к другу упругих балок переменного сечения из пружинной стали с углублениями по концам для размещения взаимодействующих с ними вставок, расположенную между нажимными винтами и подушками или корпусами валков, установленных внутри несущих элементов клетей агрегата, и измерительные средства, согласно изобретению, каждое измерительное средство выполнено в виде стрелочного индикатора, закрепленного на конце нажимного винта, и пластины, закрепленной на подушке или корпусе валка, а на несущих неподвижных элементах клетей агрегата, объединенных в установленные на стойках фундамента блоки, с базированием по горизонтали и вертикали и единым размером от фундамента выполнены базовые площадки, на которых в процессе измерения и настройки калибров закреплены съемные кронштейны, со смонтированными в них с возможностью вертикального перемещения и фиксации шаблоны, соответствующие форме и размерам калибра валков клетей.
Такое конструктивное выполнение устройства для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата позволяет использовать его при изготовлении сварных труб малого диаметра с гарантированным качеством получаемых сварных труб.
Предложенное устройство имеет более простую конструкцию и меньшую стоимость. Это достигается за счет того, что при производстве труб малого диаметра на трубоэлектросварочном агрегате усилия на валки небольшие, поэтому возможна ручная настройка калибров валков в клетях, не требуется сложная система управления и исключаются электромеханические приводы нажимных винтов. В этом случае достаточно в качестве измерительного устройства использовать стрелочный индикатор. Благодаря закреплению в процессе измерения и настройки на несущих неподвижных элементах клетей агрегата, объединенных в установленные на стойках фундамента блоки, с базированием по горизонтали и вертикали и единым размером от фундамента съемных кронштейнов и установки в них сменных для каждого калибра шаблонов, соответствующих их форме и размерам, обеспечивается точное соответствие номинального центра калибра каждой клети с установленными для данного калибра технологическими радиальными усилиями общей оси всех клетей агрегата. Это гарантирует высокое качество при изготовлении сварных труб малого диаметра.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
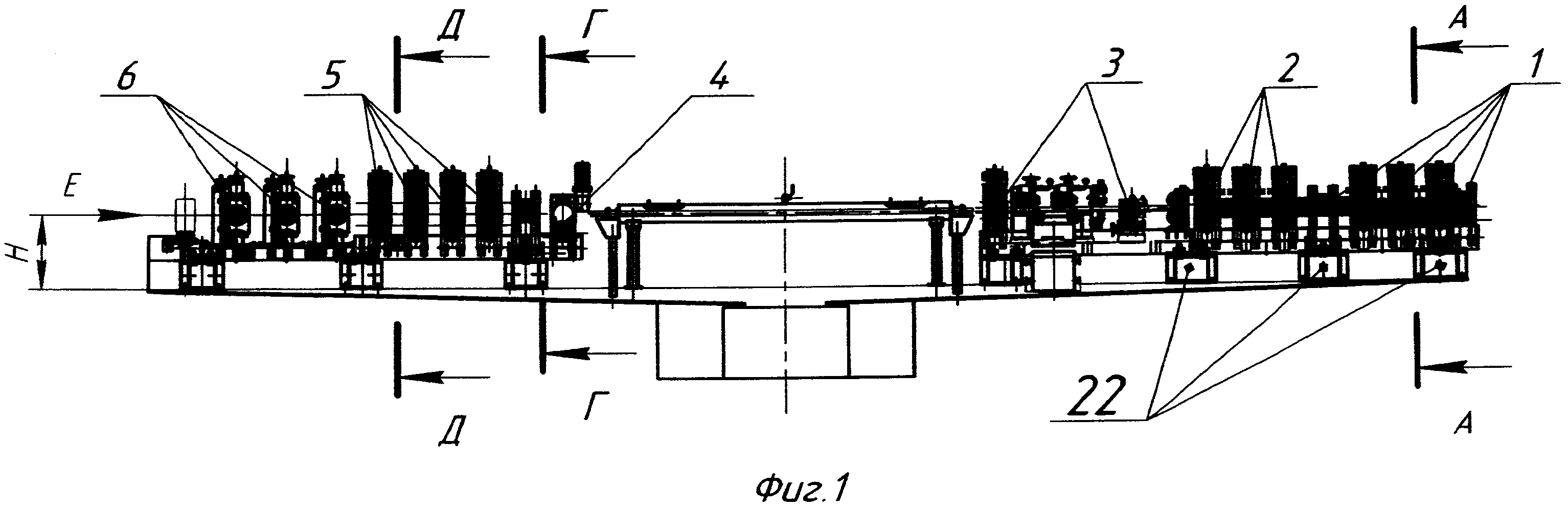
на фиг.1 изображена рабочая линия трубоэлектросварочного агрегата;
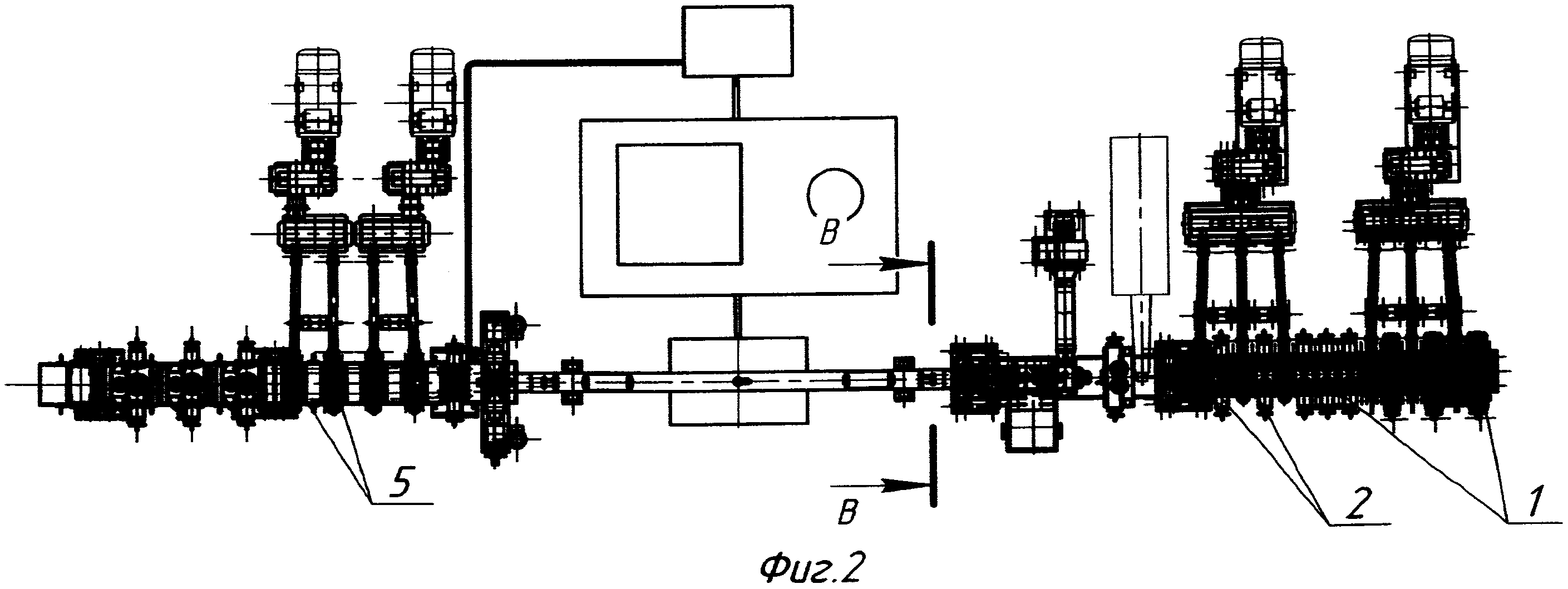
на фиг.2 - то же, вид в плане;
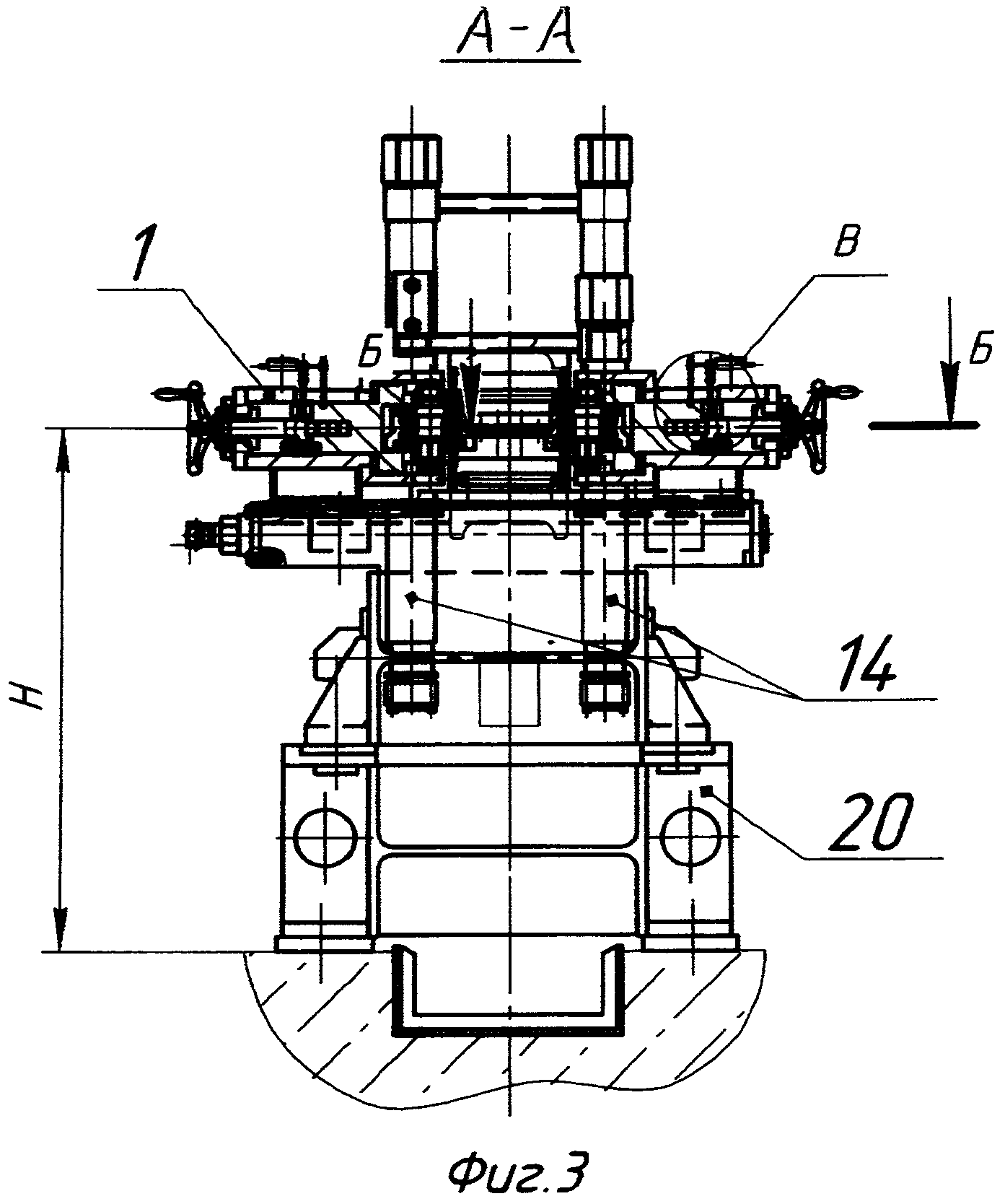
на фиг.3 - разрез А-А на фиг.1;
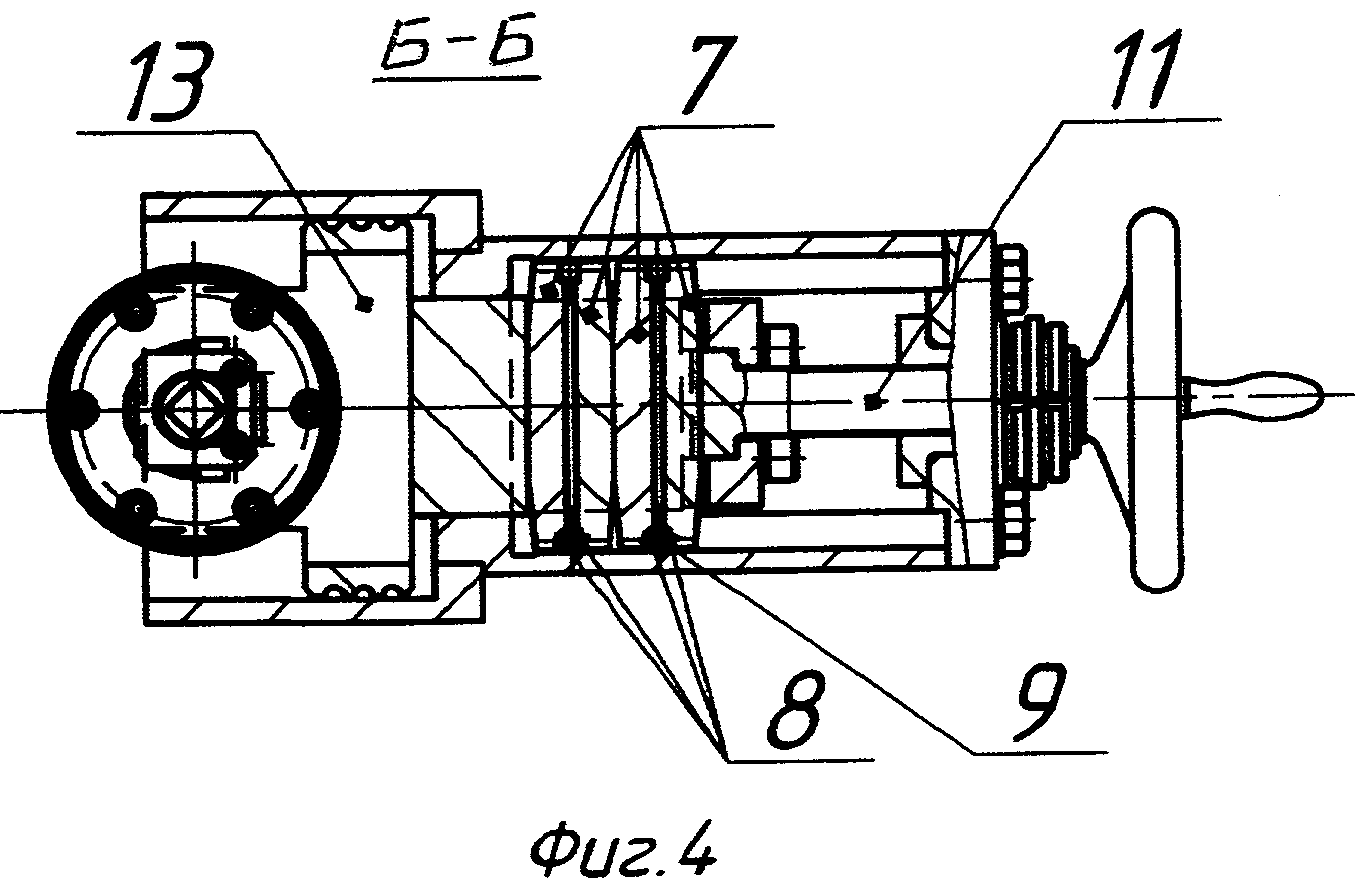
на фиг.4 - разрез Б-Б на фиг.3;
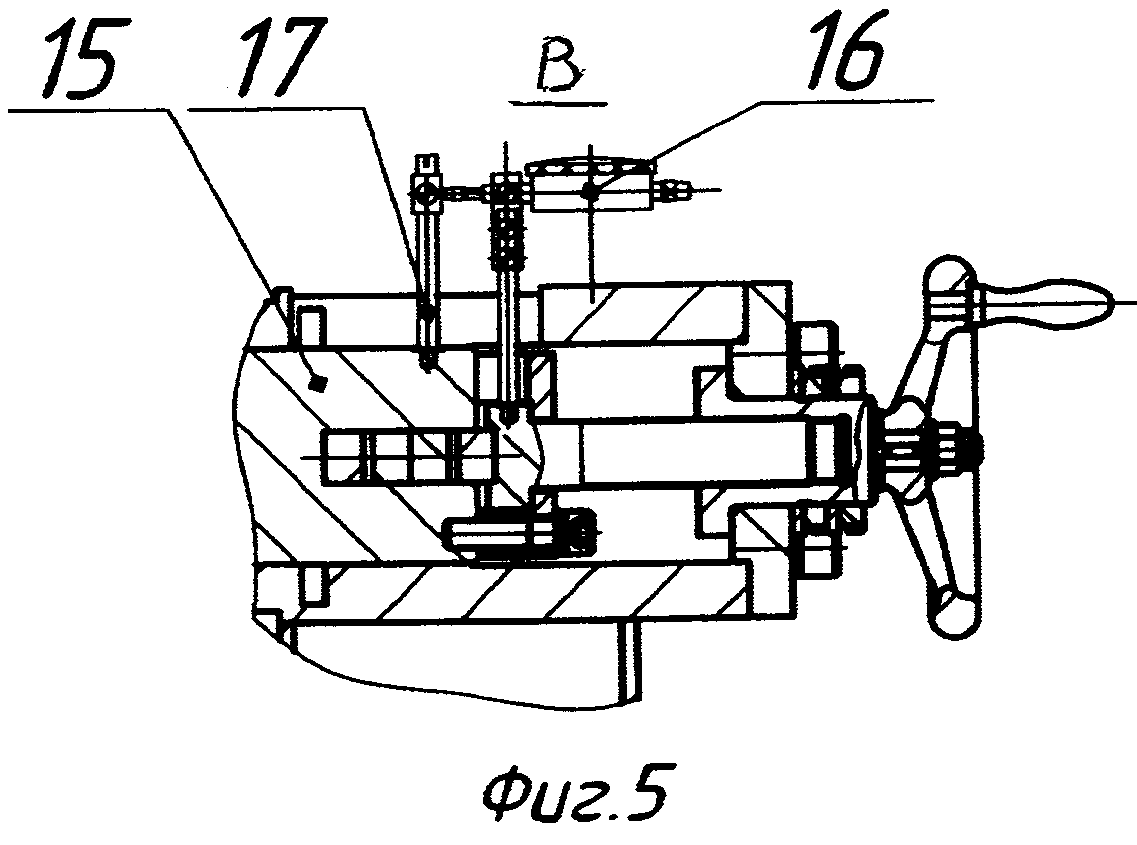
на фиг.5 - место В на фиг.3;
на фиг.6 - разрез Г-Г на фиг.1;
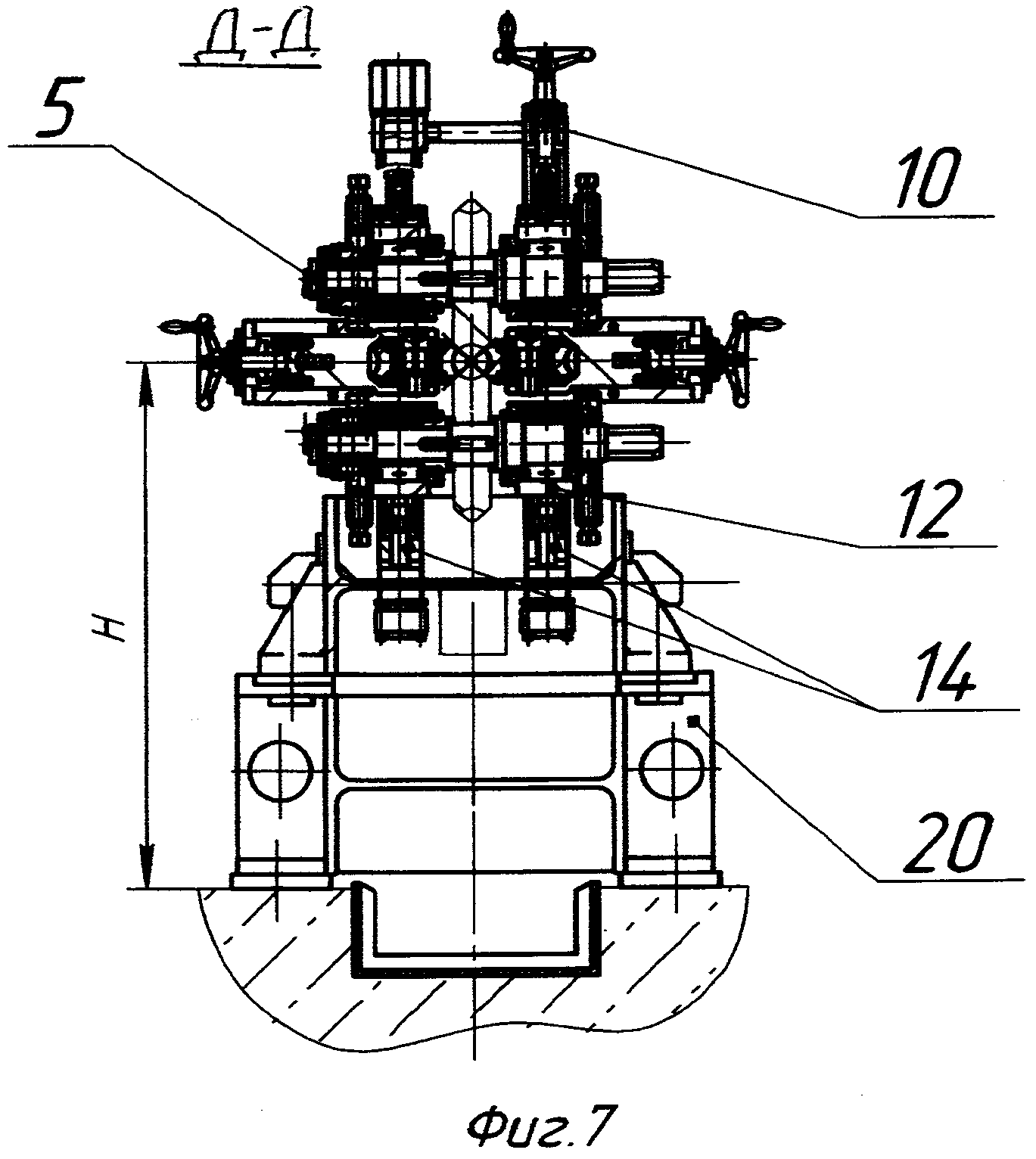
на фиг.7 - разрез Д-Д на фиг.1;
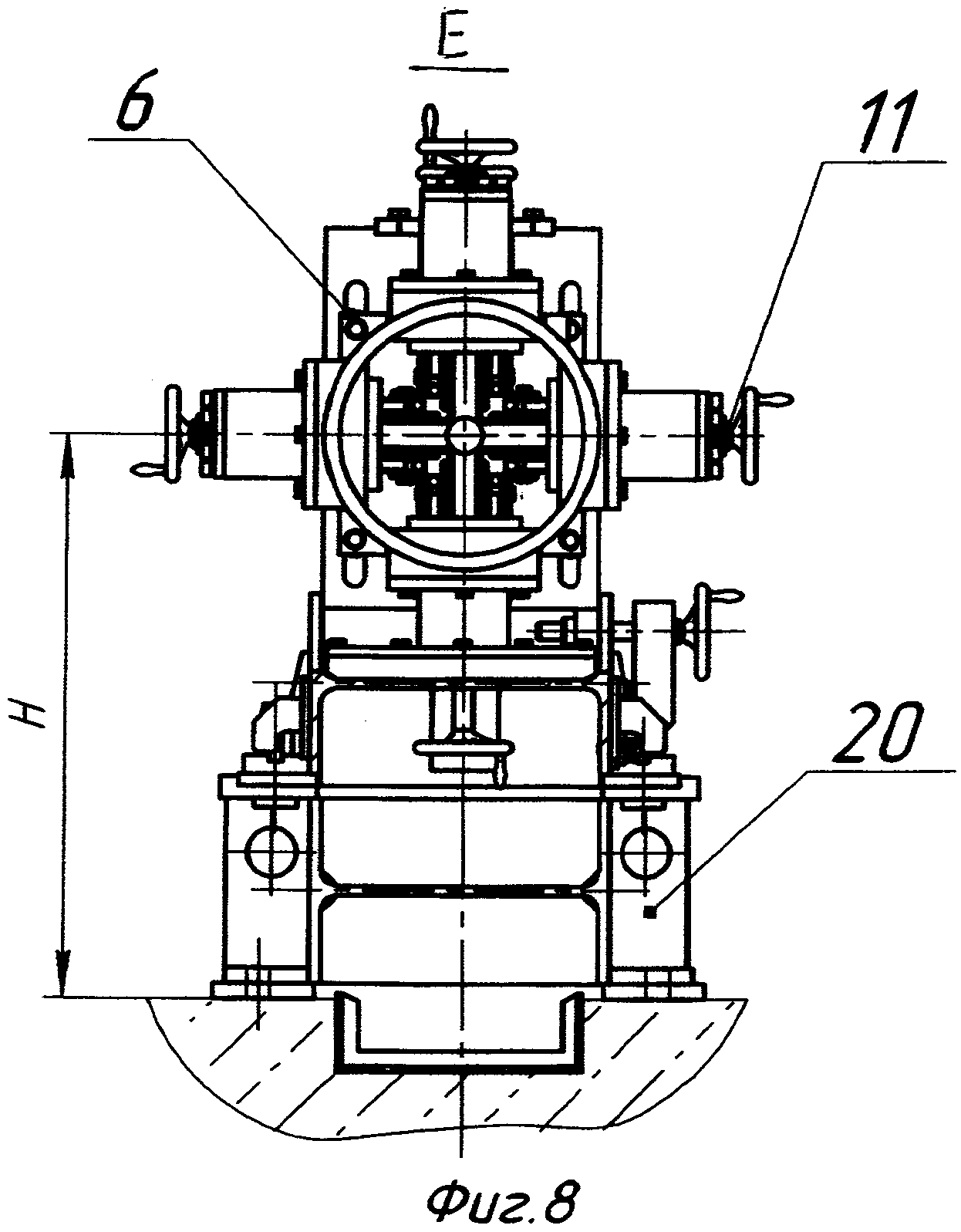
на фиг.8 - вид по стрелке Е на фиг.1;
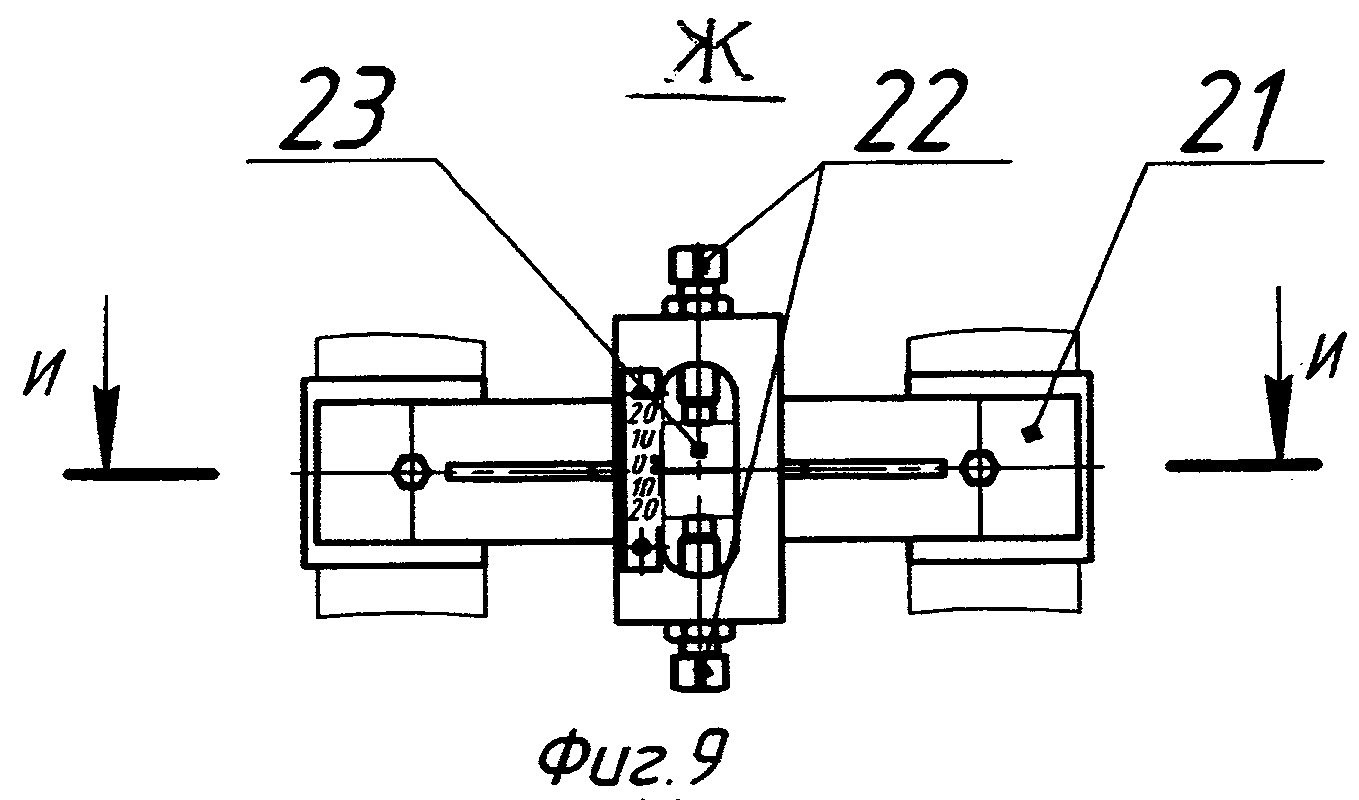
на фиг.9 - место Ж на фиг.6;
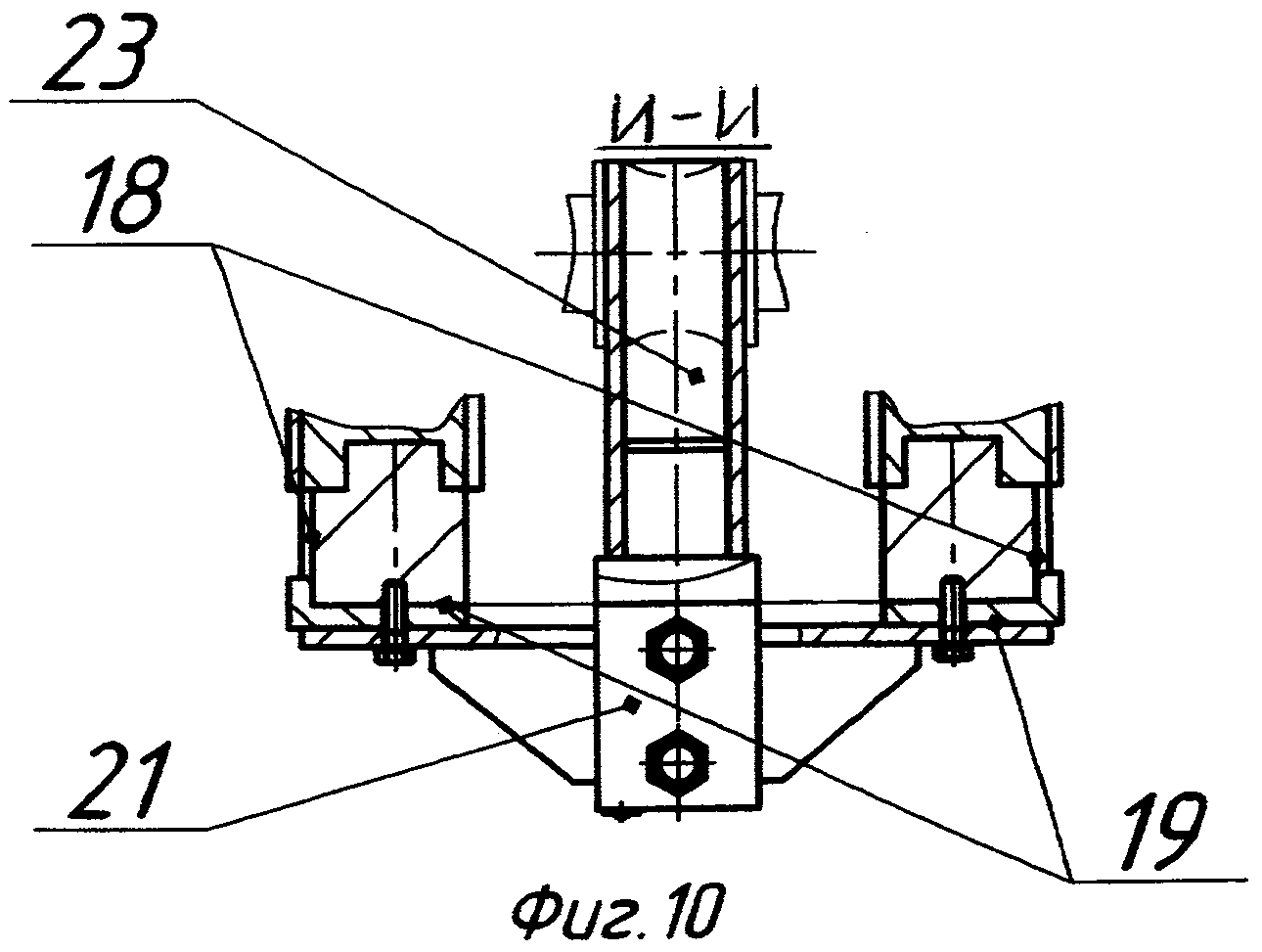
на фиг.10 - разрез И-И на фиг.9.
Устройство для измерения радиальных усилий и настройки калибров валков расположено в каждой клети формовочного стана с вертикальными 1 и горизонтальными 2 валками, в клетях 3 трубосварочной машины, в направляющей клети с горизонтальными валками 4, в четырехвалковых клетях профильно-калибровочного стана с приводными горизонтальными валками 5 и в четырехвалковых правильных клетях с неприводными валками 6 трубоэлектросварочного агрегата.
Средство для измерения радиальных усилий выполнено, по крайней мере, из пары зеркально расположенных по отношению друг к другу упругих балок 7 переменного сечения из пружинной стали с углублениями 8 по концам для размещения взаимодействующих с ними вставок 9. Упругие балки 7 расположены между нажимными винтами 10, 11 и подушками 12 валков или корпусами 13, которые установлены между несущими неподвижными элементами 14, 15 клетей. Для измерения усилий на валке на каждом нажимном винте 10, 11 закреплен стрелочный индикатор 16, а на подушках 12 или корпусах 13 закреплены пластины 17.
На несущих неподвижных элементах 14, 15 клетей трубоэлектросварочного агрегата с базированием по горизонтали и вертикали и единым размером Н от фундамента выполнены базовые площадки 18, 19. Для производства трубы другого типоразмера вне агрегата на базовые площадки 18, 19 клетей трубоэлектросварочного агрегата, объединенных в блоки, установленные на стойках 20 фундамента, закрепляют съемные кронштейны 21, имеющие соответствующие клетям привязочные и установочные размеры. Внутри кронштейнов 21 с возможностью вертикального перемещения и фиксации с помощью установочных винтов 22 размещают шаблон 23, соответствующий по форме и размерам калибру клети, в которой производится настройка валков.
Устройство работает следующим образом.
При переходе агрегата на производство другого типоразмера сварных труб объединенные в блоки клети с валками 1, 2, 3, 4, 5, 6 формовочного, профильно-калибровочного станов, направляющей и правильной клетей, трубосварочной машины с помощью электромостового крана снимаются со стоек 20 фундамента и размещаются на стендах (не показан). После демонтажа всех узлов валков их собирают с необходимым другим технологическим инструментом (валками).
При этом для выбора радиальных зазоров в узлах валков на клетях агрегата в упругих балках 7 устанавливается одинаковое предварительное усилие сжатия, которое по величине меньше расчетного технологического. Подвижные штыри стрелочных индикаторов 16 касаются пластин 17, а стрелки устанавливаются на нулевую отметку.
Собранные таким образом узлы валков устанавливают в несущие неподвижные элементы 14, 15 клетей трубоэлектросварочного агрегата последовательно по ходу технологического процесса, а кронштейны 21 с шаблонами 23 закрепляют на несущих неподвижных элементах 14, 15 со стороны неустановленных узлов валков.
Далее наладчик вручную с помощью нажимных винтов 10, 11 перемещает узлы всех валков клети до соприкосновения рабочих поверхностей валков с соответствующей поверхностью шаблонов 23, соответствующих калибру данной клети.
Такой настройкой обеспечивается точное соответствие номинального центра каждой клети оси агрегата в горизонтальной и вертикальной (размер Н) плоскостях. После этого на каждом валке с помощью нажимных винтов 10, 11 по стрелочному индикатору 16 с учетом усилия предварительного сжатия устанавливается необходимое расчетное технологическое усилие.
Настроенные таким образом блоки клетей агрегата далее с помощью электромостового крана устанавливают на стойки 20 фундамента в линию агрегата для производства другого типоразмера труб.
Предложенное устройство для измерения радиальных усилий и настройки калибров валков трубоэлектросварочного агрегата по сравнению с известными позволяет использовать его при изготовлении сварных труб малого диаметра с гарантированным качеством получаемых труб, а также позволяет упростить конструкцию устройства и уменьшить его стоимость.
Устройство для измерения радиальных усилий и настройки калибров валков клетей трубоэлектросварочного агрегата, содержащее измерительные средства и, по крайней мере, пару зеркально расположенных по отношению друг к другу упругих балок переменного сечения из пружинной стали с углублениями по концам для размещения взаимодействующих с ними вставок, расположенную между нажимными винтами и подушками или корпусами валков, установленных внутри несущих элементов неподвижных клетей агрегата, отличающееся тем, что каждое измерительное средство выполнено в виде стрелочного индикатора, закрепленного на конце нажимного винта, и пластины, закрепленной на подушке или корпусе валка, на несущих неподвижных элементах клетей агрегата, объединенных в установленные на стойках фундамента блоки, базирующиеся по горизонтали и вертикали с единым размером от фундамента, выполнены базовые площадки для закрепления на них в процессе измерения и настройки калибров съемных кронштейнов со смонтированными в них с возможностью вертикального перемещения и фиксации шаблонами, соответствующими форме и размерам калибра валков клетей.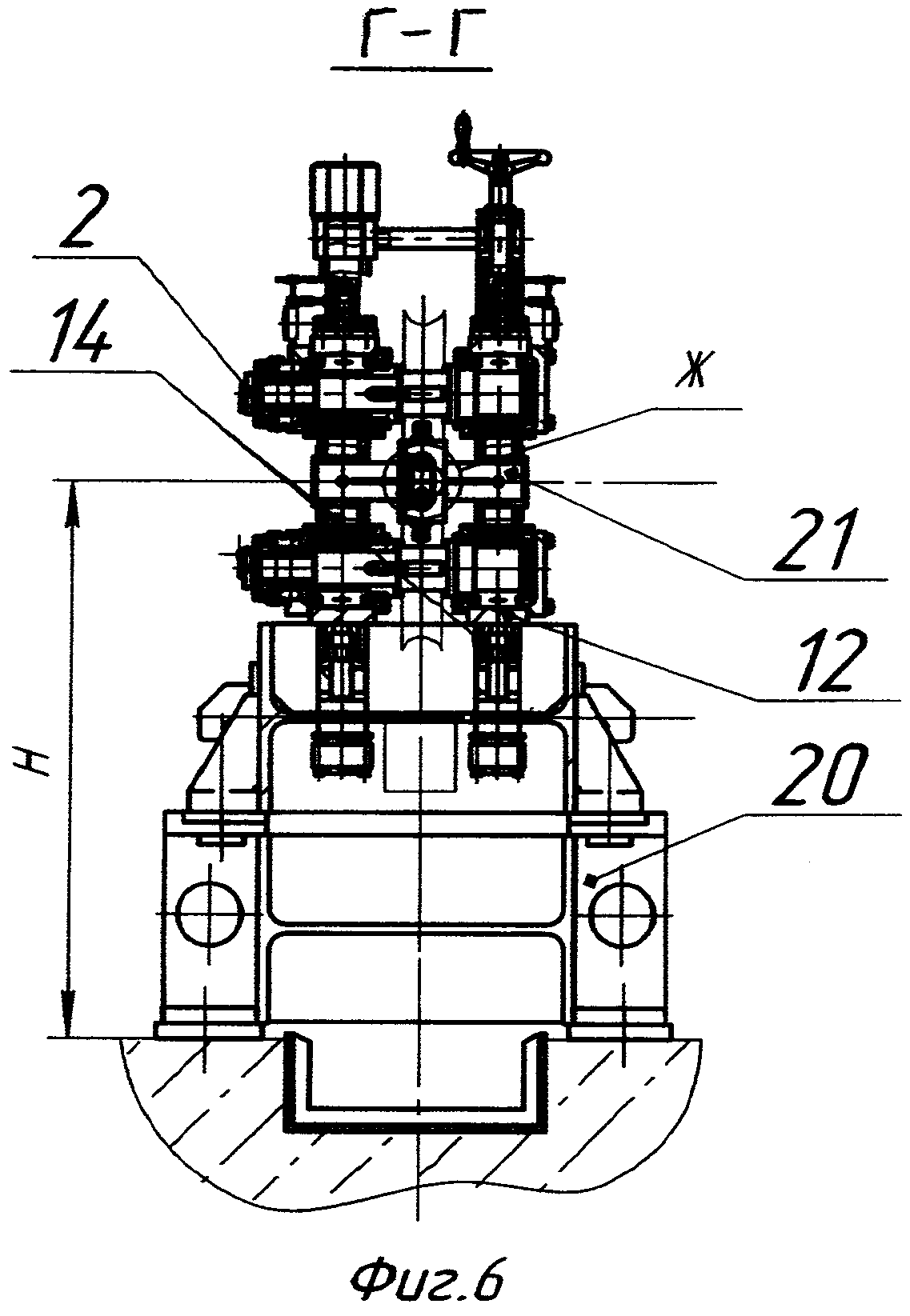
Втулка-цапфа подшипника жидкостного трения валка прокатного стана
Щековая дробилка
Стан холодной прокатки труб
Устройство для центрирования и перемещения цилиндрических профилей
Устройство для термической резки труб
Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки
Дробилка для резания блоков губчатого титана
Стан для сборки и сварки прямошовных труб из двух полуцилиндров
Клапан горячего дутья доменных воздухонагревателей
Оправка для холодной пилигримовой прокатки
Подшипник жидкостного трения для валков прокатных станов
Втулка-цапфа подшипника жидкостного трения валка прокатного стана
Щековая дробилка
Стан холодной прокатки труб
Устройство для центрирования и перемещения цилиндрических профилей
Устройство для термической резки труб
Трехвалковая клеть стана продольной прокатки и способ перевалки валков трехвалковой клети стана продольной прокатки
Стан для сборки и сварки прямошовных труб из двух полуцилиндров
Устройство для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб
Технологический инструмент трехвалкового стана поперечно-винтовой прокатки

