Результат интеллектуальной деятельности: СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ
Вид РИД
Изобретение
Изобретение относится к способам защиты от коррозии морских объектов техники широкого назначения - судов, стационарных и плавучих сооружений и конструкций.
Известны различные защиты от коррозии [2, стр.277-281]. Среди них наиболее широкое применение получили электрохимические (катодная и протекторная) способы электрохимической защиты (ЭХЗ) от коррозии в сочетании с лакокрасочными противокоррозионными покрытиями.
Наиболее близким по технической сущности к предлагаемому способу защиты является комплексная защита от коррозии и обрастания (варианты), включающая нанесение в виде сплошного электропроводящего слоя противокоррозионного и противообрастающего покрытий, измерение скорости морской воды и удельного переходного сопротивления противокоррозионного покрытия и на их основе осуществление катодной поляризации корпуса [1].
Способ сложен в реализации и имеет следующие недостатки:
- он не защищает многочисленные сварные швы и околошовную зону морских объектов техники широкого назначения от электрохимической коррозии, связанной с эффектом Зеебека (вследствие наличия термоэлектродвижущей силы между сваренными деталями в условиях хорошей электропроводности морской воды). Поскольку две детали, даже выполненные из одной и той же стали, обязательно отличаются химическими составами, а зональная температура морской воды почти всегда несколько отличается от температуры корпуса судна, то в результате сваривания этих деталей образуется термопара, многократно ускоряющая в условиях электропроводящей морской воды процесс коррозии шва и околошовной зоны. Такой же эффект наблюдается вследствие различий сваренных деталей по структуре металла, наличию остаточных деформаций и напряжений [6, стр.211];
- требуется нанесение противокоррозионного (ПКП) и электропроводящего (ЭПП) покрытия на всю подводную часть объектов морской техники, что является достаточно затратной, высокотрудоемкой операцией;
- требуется установка вспомогательных электродов (Э1-Э4…) и электродов сравнения (ЭС);
- электроды входят в непосредственный контакт с морской водой и в условиях протекания по ним электрического тока сами подвержены электрохимической коррозии;
- требуется установка специальных источников поляризации (ИП) -как правило, автоматических источников постоянного тока, обеспечивающих поддержание заданного защитного потенциала или плотности защитного тока;
- требуется использование распределительных щитов (РЩ) и подключение через них отрицательного полюса ИП к конструкции К или (и) к электродам Э, а положительного полюса - с помощью контактного электрода ЭП к ЭПП и (или) к электродам Э.
В то же время, поскольку сварка является основным способом неразъемного соединения корпусных элементов морских объектов техники широкого назначения, то многочисленные сварные швы и их околошовные зоны, находящиеся в непосредственном контакте с высокоэлектропроводной морской водой, непрерывно подвергаются агрессивному воздействию электрохимической коррозии. Скорость износа сварных швов чрезвычайно высока - достигает 1,0-3,0 мм/год [2, стр.211], в то время как скорость коррозии наружной обшивки в подводной части корпуса судна много ниже, и не превышает 0,19 мм/год [2, табл.13 на стр.211].
Технический результат изобретения заключается в эффективной, долговременной и высокотехнологичной антикоррозийной защите сварных швов и околошовных зон деталей сварных металлоконструкций.
В предлагаемом способе защиты от коррозии сварной металлоконструкции, включающем нанесение противокоррозионного покрытия, выполненного в виде сплошного электропроводящего слоя, дополнительно электропроводящий слой выполняют из высокоэлектропроводного материала и наносят шириной, которая определяется соотношением
НПКП=В+2LЗТВ+δ,
где В - ширина сварного шва, LЗТВ - ширина околошовной зоны с одной стороны сварного шва, δ - толщина детали сварной металлоконструкции, вдоль сварного шва, а перед нанесением электропроводящего слоя проводят зачистку поверхности деталей с обратной стороны сварного шва, покрытие наносят напылением и получают из меди.
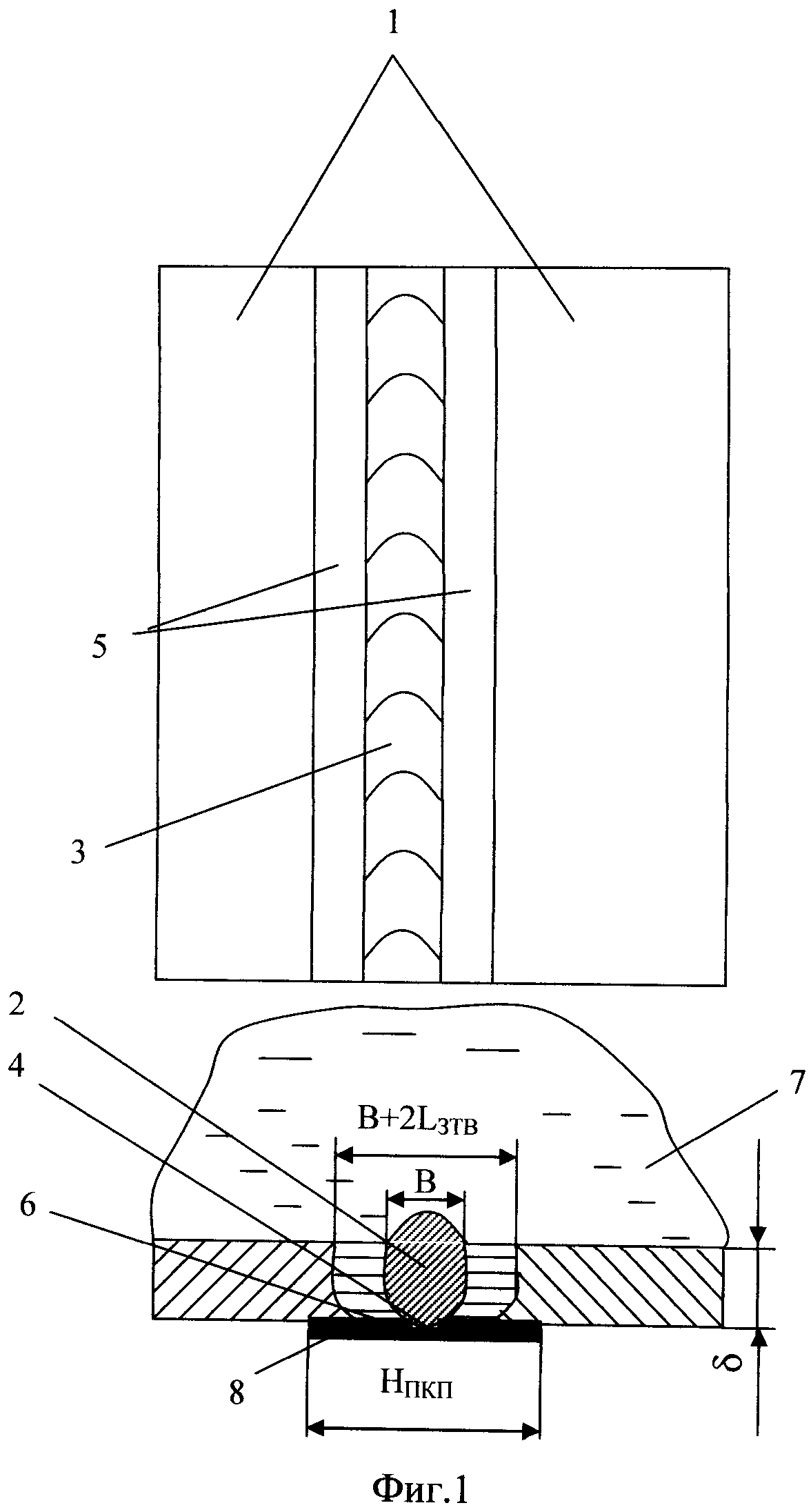
На фиг.1 приведена схема расположения на сварной металлоконструкции противокоррозийного покрытия.
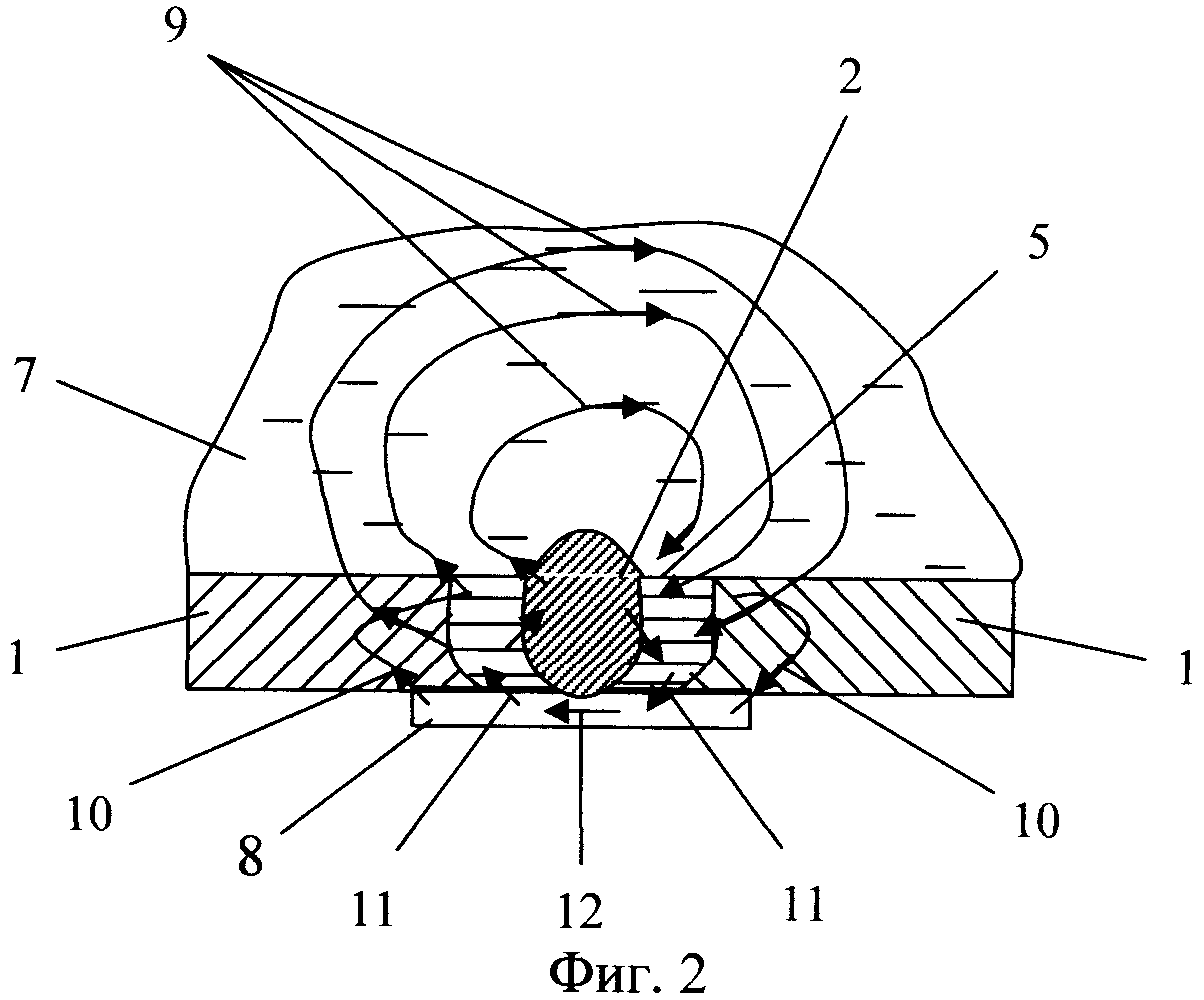
На фиг.2 показано распределение электрических токов в металлоконструкции, морской воде и слое противокоррозионного покрытия.
На фиг.1 обозначено: 1 - детали сварной металлоконструкции; 2 - сварной шов; 3 - наружная (передняя) сторона сварного шва, непосредственно контактирующая с морской водой; 4 - обратная сторона сварного шва, не контактирующая с морской водой; 5 - околошовная зона на наружной стороне сварного шва; 6 - околошовная зона с задней стороны сварного шва; 7 - морская вода; 8 - слой противокоррозионного покрытия; δ - детали сварной металлоконструкции; В - ширина шва на передней стороне сварного шва; В+2LЗТВ - ширина зоны формирования термоЭДС, состоящая из ширины сварного шва и ширины двух околошовных зон; НПКП - ширина слоя противокоррозионного покрытия.
На фиг.2 обозначено: 1 - детали сварной металлоконструкции; 2 - сварной шов; 5 - околошовная зона на наружной стороне сварного шва; 7 - морская вода; 8 - слой противокоррозионного покрытия; 9 - эквитоковые линии в морской воде; 10 - эквитоковые линии в металлоконструкции, проходящие через слой противокоррозионного покрытия; 11 - вектор тока в околошовной зоне, проходящий через слой противокоррозионного покрытия.
Как следует из фиг.1, слой противокоррозионного покрытия наносится не на наружную (переднюю) сторону сварного шва, которая непосредственно контактирует с морской водой, а на противоположную, обратную сторону шва. Смысл покрытия состоит не в исключении контакта сварного шва с агрессивной морской средой, а в сведении к минимуму основной причины повышенной электрохимической коррозии материала металлоконструкции - электрических токов, протекающих через поверхность сварного шва и околошовной зоны в направлении морской воды под действием эффекта Зеебека. Это снижение электрического тока достигается за счет шунтирования линий тока, протекающего через морскую воду, другой высокоэлектропроводной электрической цепью через слой противокоррозионного покрытия. ТермоЭДС, возникающая под действием эффекта Зеебека, в данном локальном объеме сварного шва и околошовной зоны является источником тока для двух параллельных электрических цепей: одна цепь - через морскую воду (линии тока 9, фиг.2), другая - через слой противокоррозионного покрытия (линии тока 10-12, фиг.2). При этом силы токов через морскую воду и через слой противокоррозионного покрытия будут распределяться пропорционально проводимостям этих двух цепей.
Учитывая достаточно малую удельную электрическую проводимость морской воды (удельная электрическая проводимость составляет 4,28 См/м при 15°С и 5,30 См/м при 25°С [3]) в сравнении с удельной электрической проводимостью слоя противокоррозионного покрытия (58100000 См/м при 20°С [4]), например, из меди, сила тока через морскую воду сократится в несколько раз. Это, в свою очередь, резко снизит скорость коррозии шва и околошовной зоны.
Нанесение на шов и околошовную зону сплошного электропроводящего слоя противокоррозионного покрытия обеспечило надежность защиты от коррозии по всей длине шва.
Введение вновь введенных признаков в формулу изобретения обеспечило следующие преимущества данного изобретения по сравнению с известным.
Использование покрытия шириной, равной ширине наружной стороны сварного шва и ее околошовной зоны, увеличенной с обеих сторон сварного шва на толщину детали сварной металлоконструкции, позволило надежно шунтировать электрические токи, проходящие через морскую воду вследствие эффекта Зеебека.
Нанесение слоя противокоррозионного покрытия в направлении вдоль оси симметрии сварного шва на поверхность деталей с обратной стороны сварного шва позволило шунтировать все множество отдельных (элементарных) термоЭДС, возникающих в каждом поперечном сечении сварного шва и околошовной зоны.
Нанесение слоя противокоррозионного покрытия на предварительно зачищенную и обезжиренную поверхность деталей обеспечило надежное соединение (путем сплавления, склеивания, осаждения и т.д.) слоя противокоррозионного покрытия с поверхностью сварного шва, околошовной зоны и деталей металлоконструкции.
Нанесение слоя противокоррозионного покрытия с обратной стороны сварного шва позволило, во-первых, избежать коррозии самого противокоррозийного покрытия, во-вторых, отвести эквитоковые линии от наружной поверхности сварного шва вглубь шва, в-третьих, обеспечить лучшие условия для последующего ремонта корпусов суден.
Величина ширины слоя противокоррозионного покрытия НПКП, определяемая выражением
НПКП=В+2LЗТВ+δ,
где В - ширина сварного шва, LЗТВ - ширина околошовной зоны с одной стороны сварного шва, δ - толщина детали сварной металлоконструкции, обеспечивает эффективность антикоррозионной защиты сварного шва и околошовной зоны, поскольку, с одной стороны, захватывает основную часть токов шунтирования, проходящих через морскую воду вследствие эффекта Зеебека. С другой стороны, исключается неоправданные расходы дорогостоящего материала слоя противокоррозионного покрытия.
Выполнение противокоррозионного покрытия в виде слоя высокоэлектропроводного материала позволило, во-первых, снизить расходы на антикоррозийную защиту морских объектов техники широкого назначения, во-вторых, осуществить его простыми высокотехнологичными средствами, в-третьих, сделать защиту эффективной.
Нанесение слоя противокоррозионного покрытия напылением позволило расширить технологические возможности способа - производить антикоррозийную защиту в вертикальном направлении на завершающей стадии изготовления корпуса судна, либо при ремонте судна.
Получение противокоррозионного покрытия из меди позволило, во-первых, снизить толщину слоя противокоррозионного покрытия без ухудшения качества защиты, а во-вторых, повысить его эффективность из-за более высокой проводимости меди в сравнении с подавляющим большинством конструкционных материалов.
Способ осуществляют следующим образом.
На предварительно сваренной металлоконструкции известными способами под слой противокоррозийного покрытия зачищают узкую полосу с обратной стороны шва шириной, равной ширине наружной стороны сварного шва и ее околошовной зоны, увеличенной с обеих сторон сварного шва на толщину детали сварной металлоконструкции. При этом используют, например, переносные зачистные установки с абразивными кругами. Подобный способ грубой очистки поверхности обеспечивает ей высокую шероховатость, необходимую для прочного сцепления наносимого слоя противокоррозийного покрытия с основным металлом (т.е. с металлом металлоконструкции). В некоторых случаях для обеспечения дополнительного уровня шероховатости показана пескоструйная либо дробеструйная обработка поверхности. Затем зачищенную поверхность обезжиривают известными способами. Например, зачищенную поверхность с помощью брызгалок предварительно промывают горячей водой для очистки от остатков песка, пыли. Затем брызгалками поверхность обрабатывают раствором каустиковой соды. После чего поверхность окончательно промывают горячей, а затем - холодной водой.
На обработанную узкую полосу одним из известных способов наносят слой противокоррозионного покрытия из высокоэлектропроводного материала. Так в качестве высокоэлектропроводного материала используют медь. Покрытие наносят напылением, либо другим известным способом. Например, газопламенным напылением установкой CASTO DYN SYSTEM 2000 фирмы Castolin+Eutectic. Возможно напыление плазменными аппаратами, например типа УМП-1 и УМП-2. К другим способам нанесения покрытия относится наплавка. Например, механизированная порошковая плазменная наплавка высокоэлектропроводным материалом.
Хорошие результаты дает напайка с обратной стороны шва фольги из высокоэлектропроводного материала шириной, равной ширине наружной стороны сварного шва и ее околошовной зоны, увеличенной с обеих сторон сварного шва на толщину детали сварной металлоконструкции. Например, с использованием в качестве припоя галлия. Галлий, находящийся при комнатной температуре в жидком состоянии, из тюбика выдавливается на поверхность фольги противокоррозионного покрытия из высокоэлектропроводного материала. Фольга прикатывается валиком в обратной стороне шва. После прикатывания фольга практически мгновенно припаивается к основному металлу металлоконструкции. При этом за счет активного развития диффузионных процессов в зоне пайки температура распайки приближается к температуре солидуса высокоэлектропроводного материала.
В определенных случаях с обратной стороны шва наклеивают фольгу из высокоэлектропроводного материала шириной, равной ширине наружной стороны сварного шва и ее околошовной зоны, увеличенной с обеих сторон сварного шва на толщину детали сварной металлоконструкции. Причем для этой цели применяют высокоэлектропроводные клеи, например типа «Спрут». В последнем случае приклеивание фольги сопровождают нагревом области склеивания. Для нагрева используют паяльную лампу либо газопламенную горелку.
В редких случаях для нанесения слоя противокоррозионного покрытия из высокоэлектропроводного материала используют металлизацию и др. способы (холодную приварку, точечную и шовную контактную сварку, электрозаклепку и др.).
Ширину слоя противокоррозионного покрытия НПКП находят из следующего выражения:
где В - ширина шва на передней стороне сварного шва;
LЗТВ - ширина околошовной зоны (т.е. с одной стороны сварного шва);
2LЗТВ - ширина двух околошовных зон;
B+2L3TB _ ширина зоны формирования термоЭДС;
δ - толщина детали сварной металлоконструкции.
Увеличение НПКП выше значений, определяемых формулой (1), ведет к необоснованным потерям дорогостоящего противокоррозионного покрытия. Снижение НПКП ниже значений, определяемых формулой (1), ведет к снижению эффективности антикоррозионной защиты.
Способ прост в реализации и может быть использован для защиты от коррозии как при производстве, так и при ремонте широкой номенклатуры морских объектов (судов, причалов, слипов и т.д.).
Список использованной литературы
[1]. Патент РФ №2113544, приоритет от 04.01.1995, кл. C23F 13/00, МПК6 «Комплексная защита от коррозии и обрастания (варианты)».
[2]. Андреев Н.Т. Ремонт судов. / Н.Т.Андреев, О.А.Борчевский, В.Г.Луговых и др., Л.: Судостроение, 1972. - 568 с.
[3]. Гаврилкин В.Г. Результаты измерений удельной электролитической проводимости и практической солености морской воды в международном проекте ccqm-p111. / В.Г.Гаврилкин, С.Н.Нагибин, А.А. Манская и др., Киев: ГП «Укрметртестстандарт»: solution@ukrcsm.kiev.ua.
[4]. Кухлинг X. Справочник по физике. Пер. с нем., М.: Мир, 1982, стр.475 (табл.39).
Двухфазный lc-генератор квадратурных гармонических колебаний
Устройство для измерения удельной электропроводности расплавов
Устройство для контроля и измерения характеристик процесса шлакообразования в конвертере
Устройство для измерения плотности тока в локальных объемах твердых сред
Способ и устройство защиты от электрохимической коррозии сварной металлоконструкции
Способ дуговой сварки под флюсом соединений, стойких к электрохимической коррозии
Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции
Малокремнистая судостроительная сталь
Способ оценки технического состояния тепловых двигателей
Двухфазный lc-генератор квадратурных гармонических колебаний
Устройство для измерения удельной электропроводности расплавов
Устройство для контроля и измерения характеристик процесса шлакообразования в конвертере
Устройство для измерения плотности тока в локальных объемах твердых сред
Способ и устройство защиты от электрохимической коррозии сварной металлоконструкции
Способ дуговой сварки под флюсом соединений, стойких к электрохимической коррозии
Способ и устройство защиты от коррозионного растрескивания сварной металлоконструкции
Малокремнистая судостроительная сталь
Узел ввода рабочей жидкости
Способ защиты от электрохимической коррозии сварной металлоконструкции

