Результат интеллектуальной деятельности: СПОСОБ РЕМОНТА МЕХАНИЧЕСКИ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ, ТАКИХ КАК ЛОПАТКИ ТУРБОМАШИН ИЛИ ЛОПАТКИ МОНОБЛОЧНОГО ЛОПАТОЧНОГО ДИСКА
Вид РИД
Изобретение
Настоящее изобретение относится к области ремонта механически обрабатываемых деталей, таких как лопатки турбомашин или лопатки моноблочного лопаточного диска.
Турбореактивный двигатель содержит различные роторы, которые вращаются вокруг своей оси. Эти роторы содержат диск с ободом, вдоль которого закреплены лопатки. Обычно эти лопатки закреплены своей ножкой в предусмотренном для этого гнезде. Чтобы удовлетворять все более возрастающие потребности в повышении производительности двигателей, эти роторы в настоящее время часто выполняют моноблочными. Речь идет о моноблочных лопаточных дисках (МЛД). В МЛД лопатки и диск образуют единую деталь. Для этого кованую заготовку подвергают механической обработке с целью выполнения диска, при этом лопатки выполняют радиально по отношению к его окружности, и все изделие является моноблочными. Некоторые детали можно также крепить сваркой, при этом получаемый в результате МЛД остается моноблочными. Моноблочные роторы имеют много преимуществ, в частности, с точки зрения массы.
Во время эксплуатации лопатки подвергаются различным видам износа (эрозия, трение), а также ударам различного характера, приводящим к серьезным повреждениям (разрывы, вмятины, трещины и т.д.). В этом случае профиль лопаток изменяется, что снижает их аэродинамические характеристики. Поскольку МЛД является моноблочным, то извлечь изношенную лопатку для ее замены невозможно. Поэтому необходимо произвести ее ремонт с целью восстановления соответствующего аэродинамического профиля лопатки.
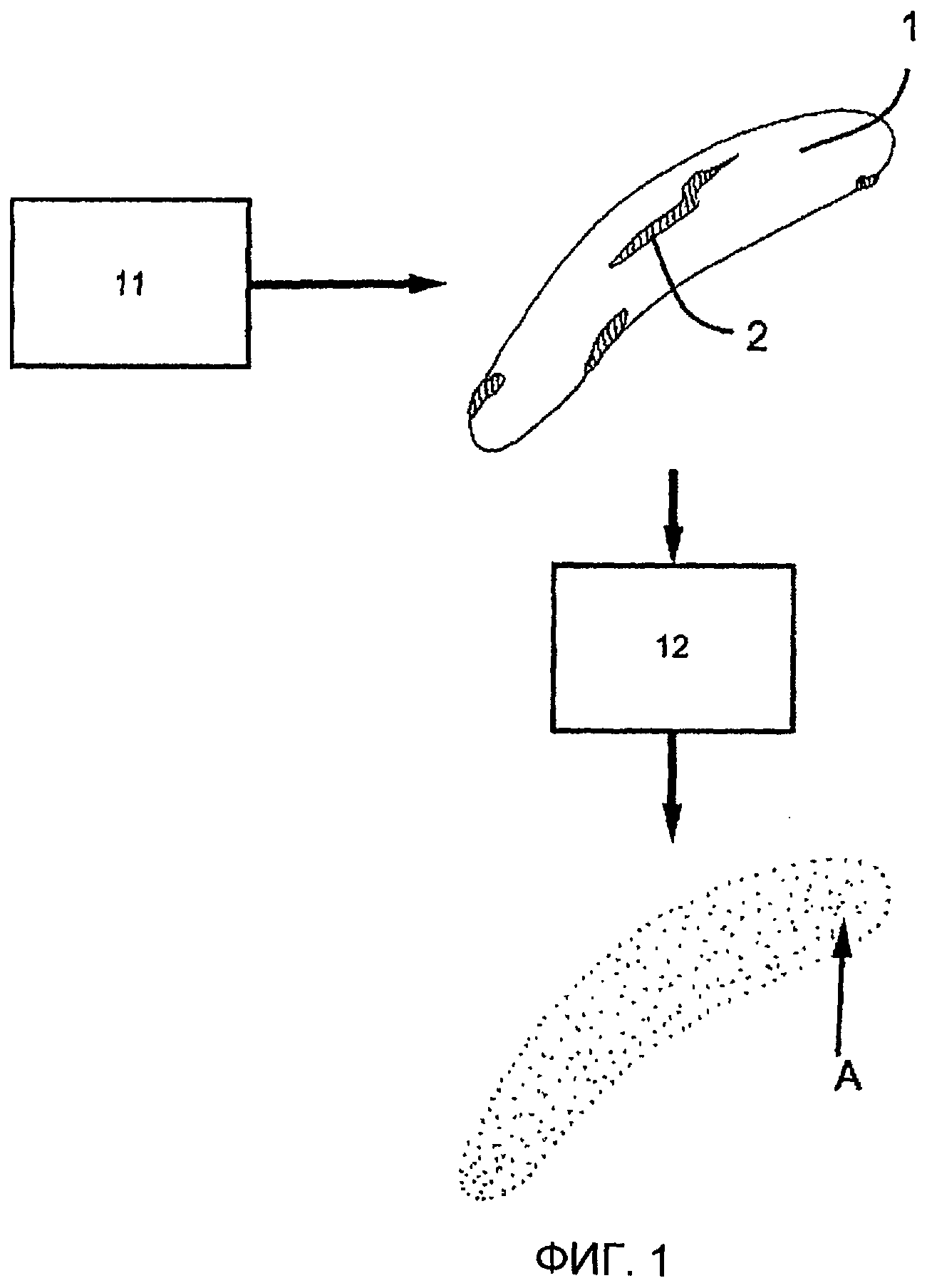
Как показано на фиг. 1, чтобы произвести ремонт лопатки 1 диска МЛД, необходимо заменить поврежденную часть частью из неповрежденного материала или добавить материал для заполнения мест износа 11. Специалисты часто называют это добавление материала английским термином «patch» (заплата). Эту заплату 2 приваривают к поверхности лопатки 1, и эту лопатку необходимо механически обработать, чтобы вернуть ей соответствующий аэродинамический профиль. Механическая обработка поврежденной детали 1 является сложной операцией, которая требует специального и очень точного определения параметров обрабатывающего станка. Действительно, предназначенный для ремонта МЛД имеет геометрию, отличающуюся от первоначальной геометрии по причине деформаций и износа, которым он подвергался во время эксплуатации. Это определение параметров обычно производят эмпирическим путем и оно является сложным, так как предназначено для восстановления первоначальной формы поврежденной лопатки и должно при этом учитывать среднее состояние износа МЛД. Поэтому важно сначала понять, как определена первоначальная форма лопатки, чтобы ее можно было отремонтировать.
Расчет теоретической модели
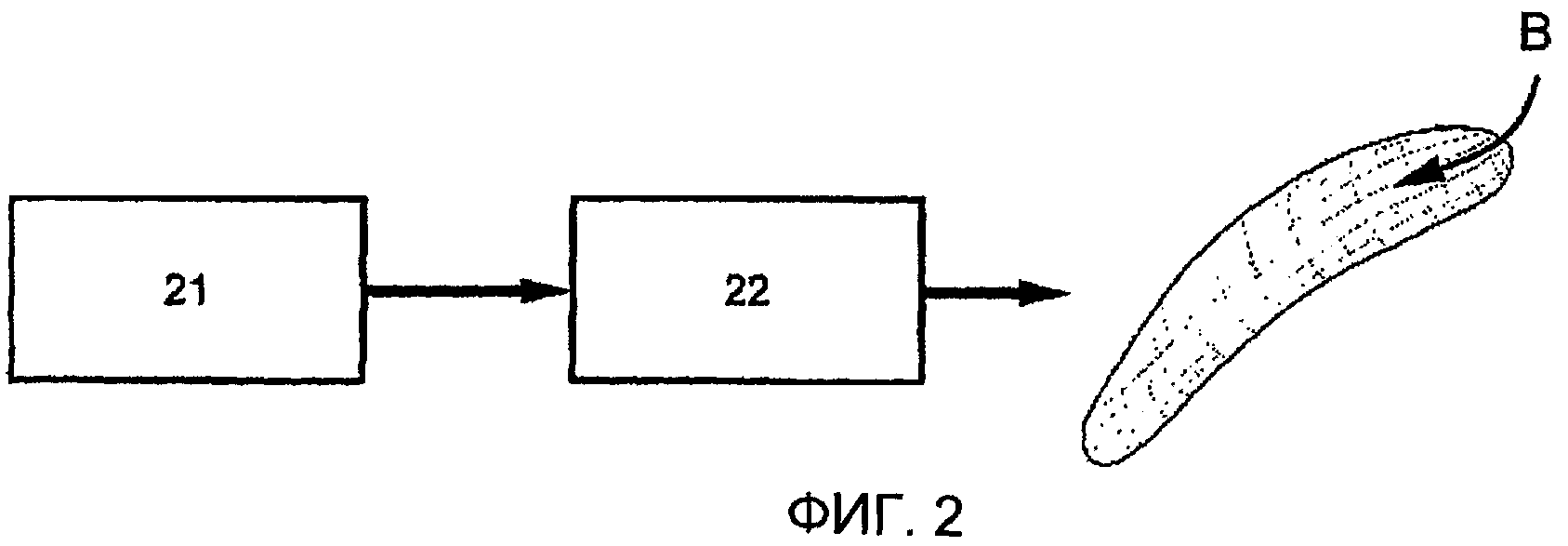
Как показано на фиг. 2, аэродинамический расчет 21, выполняемый на компьютере, позволяет определить теоретическую модель лопаток 22. Этот аэродинамический расчет 21 позволяет получить профили лопатки с заданными фронтальными проекциями (пакет сечений), называемыми аэродинамическими сечениями. Конструкторское бюро (КБ) конвертирует эти аэродинамические сечения в кривые Безье и дополняет проволочный объем, предварительно построенный во время аэродинамического расчета. На основании этого проволочного объема КБ строит поверхностный объем, накладывая математические поверхности Безье на эти кривые таким образом, чтобы наиболее лучше расположить касательные и кривые искомого профиля. Это построение осуществляют при помощи любой программы системы автоматизированного проектирования (САПР), выполненной с возможностью обработки кривых Безье.
Эта совокупность накладываемых клеток образует теоретическую сетку В. Сетку В рассчитывают, чтобы точно определить трехмерный (3D) объем лопатки. Она состоит из клеток, которые могут быть треугольниками, четырехугольниками или другими многоугольниками. Сетка является более плотной на уровне зон лопатки с наибольшей кривизной. Эта теоретическая сетка В служит расчетной моделью для всего комплекса промышленного производства, механической обработки и контроля новых деталей.
Теоретическая сетка В не может служить моделью для ремонта, так как она не предусматривает износы и деформации, которым подвергается деталь во время всего периода ее эксплуатации. Необходимо использовать практическую модель, отражающую текущее состояние детали.
Измерение реальной детали
Как показано на фиг. 1, производят объемное измерение 12 поврежденной детали 1, измеряя координаты точек на поверхности детали при помощи машин трехмерного измерения (МТИ) с использованием щупов или путем бесконтактного измерения. Таким образом, получают облако точек А, соответствующее форме поврежденной детали 1 и называемое истинным облаком точек А.
Механическая обработка поврежденной детали
Для ремонта поврежденной детали программы САП (система автоматизированного производства) используют функции, называемые «МОРФИНГ», позволяющие деформировать теоретическую модель В в практическую модель, соответствующую износу и деформации, выявленным на поврежденной детали 1.
«ОБРАТНАЯ ФУНКЦИЯ» соответствует переходу от поврежденной детали к детали в новом состоянии. Эта обратная функция и является искомой функцией, которая позволяет определить параметры обрабатывающего станка (толщина, требуемая для восстановления размера) с целью механической обработки поврежденной детали 1.
Таким образом, ставится задача найти функцию морфинга деформации теоретической модели и выведения из нее обратной функции, позволяющей программировать параметры обрабатывающего станка.
Измерение топологических разностей
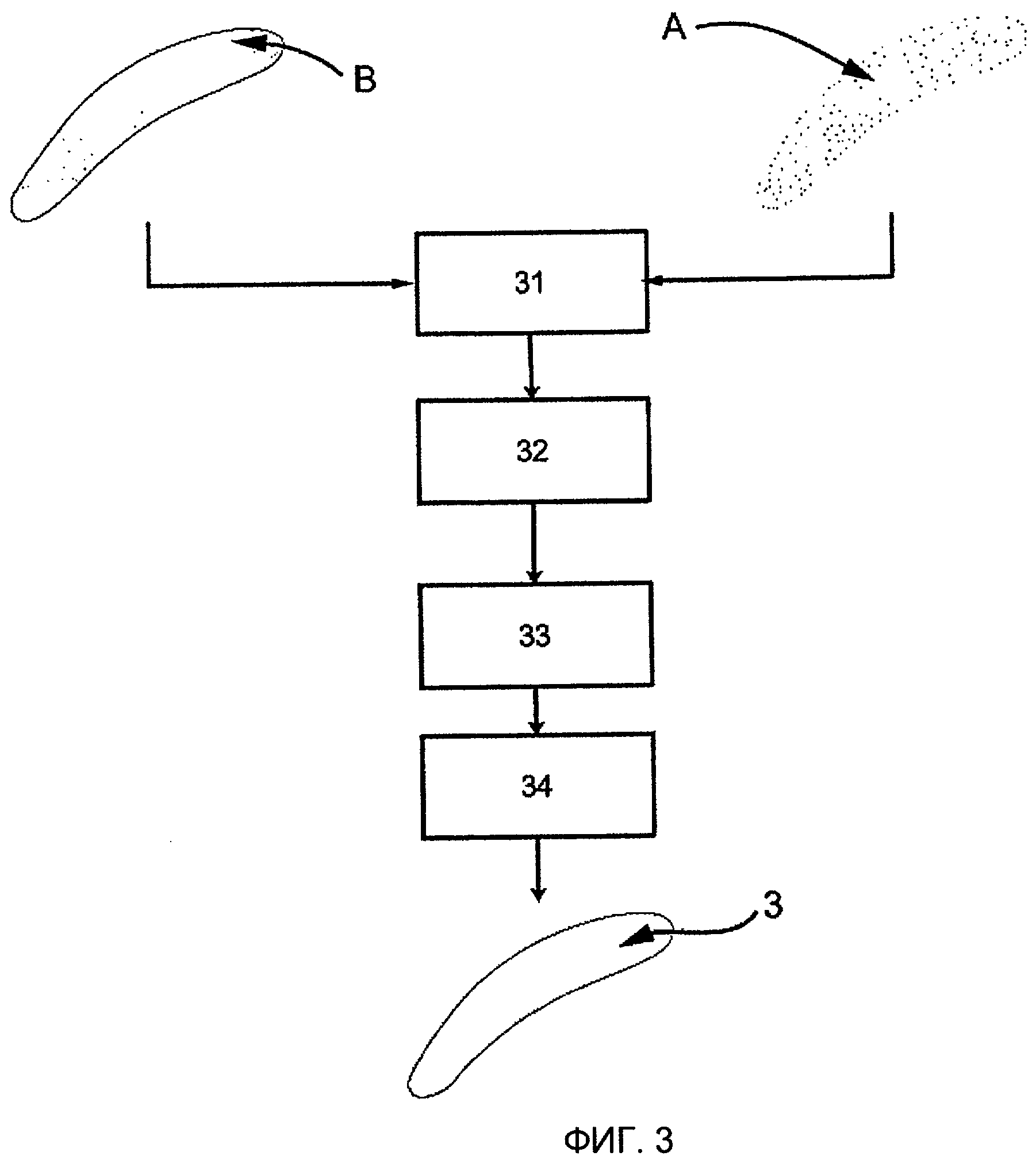
Путем сравнения между истинным облаком точек А и теоретической моделью В, как показано на фиг. 3, создают топологическую модель 31, позволяющую идентифицировать зоны утонения и зоны утолщения. После этого производят вычисление 33 траектории обработки на модели, деформированной при помощи морфинга 33, и осуществляют механическую обработку детали 34, чтобы получить отремонтированную деталь 3.
Топологическая модель содержит совокупность точек координат (х, у, z, Δ), где х, у и z являются координатами каждой точки облака А по трем ортогональным осям, а Δ является проекцией точки на нормали к клетке теоретической сетки, ближайшей к этой точке.
Таким образом, если Δ имеет положительное значение, поврежденная деталь 1 имеет избыток материала по отношению к теоретической модели В, и, наоборот, если Δ имеет отрицательное значение, поврежденная деталь 1 имеет недостаток материала по отношению к теоретической модели В. Программы системы автоматизированного проектирования (САПР), такие как программа, выпускаемая в продажу под зарегистрированным товарным знаком CATIA, позволяют автоматически получать топологические модели 31 и визуально отслеживать таким образом зоны утолщения, которые необходимо подвергнуть механической обработке, и зоны утонения, которые необходимо заполнить материалом.
Теоретическая деформация сетки при помощи морфинга
Чтобы деформировать теоретическую модель В при помощи морфинга, необходимо найти точки, наиболее подходящие для перемещения, теоретической модели В для наилучшей интерполяции максимума точек истинного облака точек А. Эти точки называют контрольными точками. Таким образом, можно деформировать теоретическую сетку В и получить сетку, соответствующую поврежденной детали 1.
Сложность этапа морфинга
Анализ топологической модели 32 для реализации морфинга является сложным этапом, который требует наличия опыта и высокого уровня экспертизы. Действительно, локальное изменение положения контрольной точки теоретической сетки В оказывает глобальное влияние на форму и положение деформированных поверхностей Безье и на касательную сопряжения между поверхностями.
Условия кривизны и касания необходимо также соблюдать на уровне неровностей формы лопаток. Эксперты рассчитывают наиболее подходящие для перемещения точки теоретической модели В, чтобы отклонения между деформированной теоретической моделью и точками облака точек А были минимальными.
Процесс морфинга является медленным и сложным этапом, который приводит к самым разным результатам для разных экспертов. Таким образом, вычисление функции морфинга является очень сложной задачей. Таким образом, оно не подходит для промышленного применения.
Задачей настоящего изобретения является устранение, по меньшей мере, этих недостатков.
Объектом изобретения является способ ремонта путем механической обработки предназначенной для обработки детали, такой как лопатка турбомашины, на основании известного профиля детали, при этом способ содержит следующие этапы:
а) сбор координат точек на оболочке, предназначенной для обработки детали, при этом совокупность точек образует облако точек;
b) сравнение известного профиля с облаком точек для определения зон утолщения или утонения на предназначенной для обработки детали;
c) деформацию профиля способом морфинга, чтобы деформированный профиль интерполировал облако точек, при этом деформация профиля определяет функцию морфинга; и
d) механическую обработку предназначенной для обработки детали на обрабатывающем станке, параметры которого определяют на основании функции морфинга.
Согласно изобретению, способ отличается тем, что деформация профиля содержит сравнение каждой зоны утолщения или утонения предназначенной для обработки детали с элементарными конфигурациями деформации (ЭКД), каждая из которых имеет вид участка сетки, имитирующего профиль (В), и точек, имитирующих точки облака точек (А), при этом элементарные конфигурации деформации (ЭКД) классифицированы в базе данных, при этом база данных связывает параметры функции морфинга с каждой элементарной конфигурацией деформации (ЭКД).
Предпочтительно способ в соответствии с настоящим изобретением позволяет обрабатывать деталь автоматически, при этом параметры функции морфинга известны в базе данных.
На основании этой функции морфинга выводят функцию определения параметров станка, который будет обрабатывать предназначенную для ремонта деталь. Автоматизация процесса морфинга позволяет осуществлять стабильный и абсолютно повторяемый промышленный процесс этих операций на деталях отклонения и дефекты формы которой не являются повторяемыми. В результате получают выигрыш во времени, качестве и, следовательно, в себестоимости.
Предпочтительно профиль детали имеет вид сетки точек.
Предпочтительно координаты и векторы перемещения точек, перемещаемых для интерполяции облака точек, называемых контрольными точками, являются параметрами функции морфинга.
Предпочтительно сбор координат точек на оболочке предназначенной для обработки детали осуществляют при помощи машины трехмерного измерения (МТИ) с использованием щупа или без.
Предпочтительно предназначенной для механической обработки деталью является деталь, получившая добавление материала.
Объектом изобретения является также база данных для применения способа в соответствии с настоящим изобретением, в которой параметры функции морфинга связывают с элементарной конфигурацией деформации (ЭКД).
Настоящее изобретение будет более очевидно из нижеследующего описания, со ссылками на прилагаемые чертежи, на которых:
Фиг. 1 - этап сбора координат точек на оболочке предназначенной для механической обработки детали в соответствии с настоящим изобретением.
Фиг. 2 - этапы создания теоретической сетки в соответствии с настоящим изобретением.
Фиг. 3 - этапы способа в соответствии с настоящим изобретением, позволяющие отремонтировать поврежденную деталь.
Фиг. 4 - этапы, позволяющие вычислить траекторию обработки на теоретической модели, деформированной при помощи морфинга, согласно способу в соответствии с настоящим изобретением.
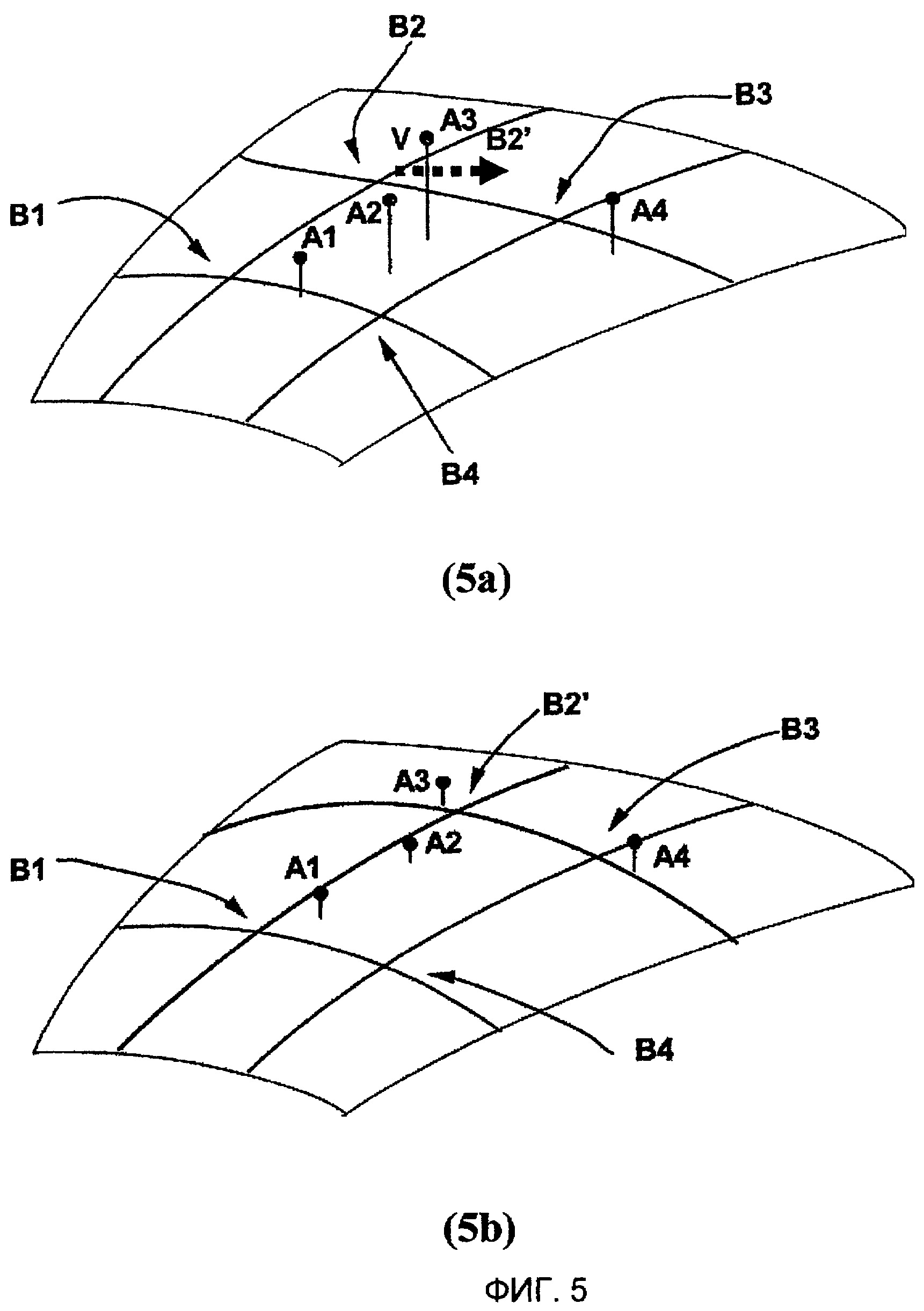
Фиг. 5а - элементарная конфигурация деформации в соответствии с настоящим изобретением.
Фиг. 5b - элементарная конфигурация деформации, показанная на фиг. 5а, после деформации морфингом.
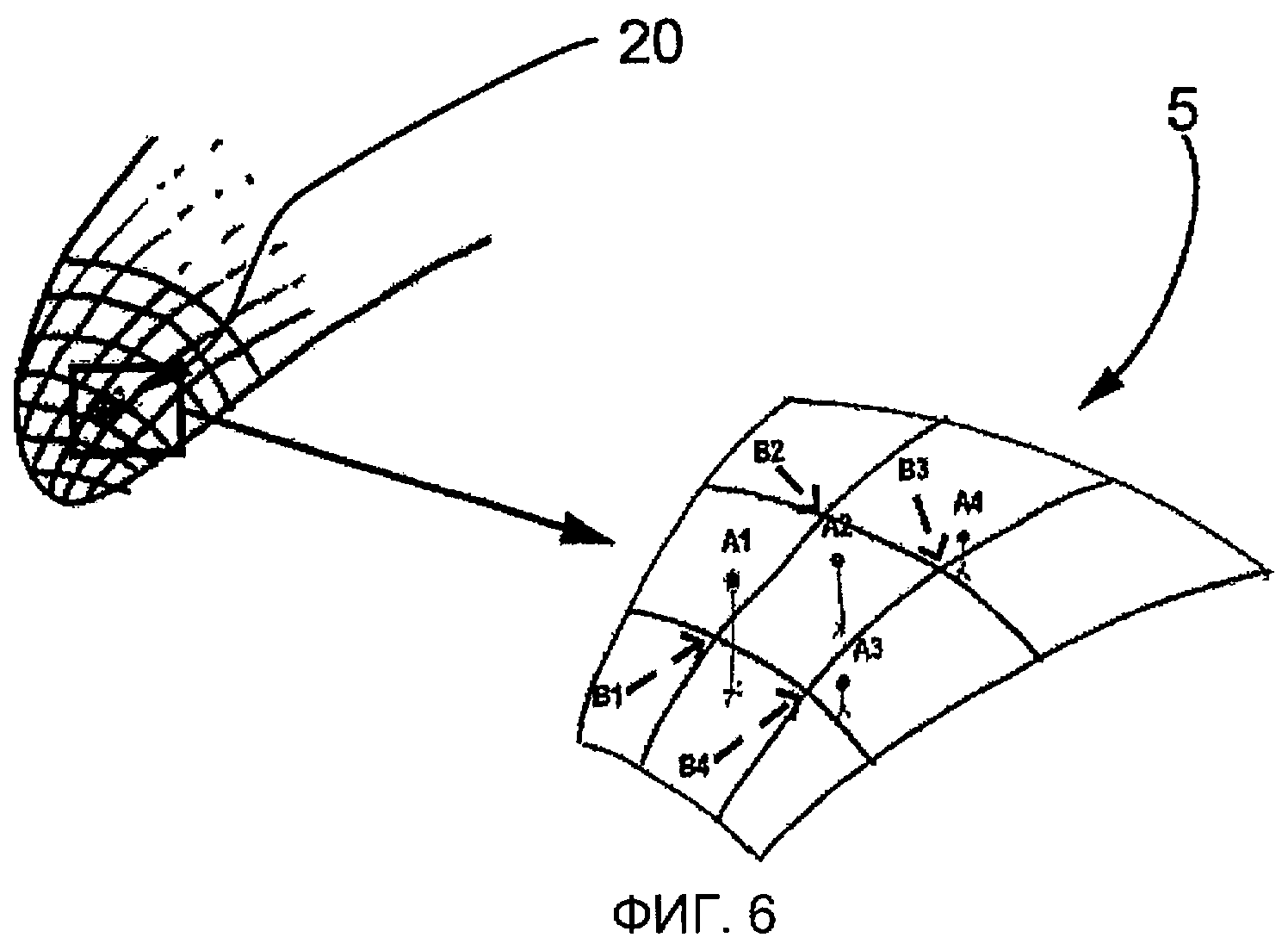
Фиг. 6 - зона утолщения предназначенной для механической обработки детали.
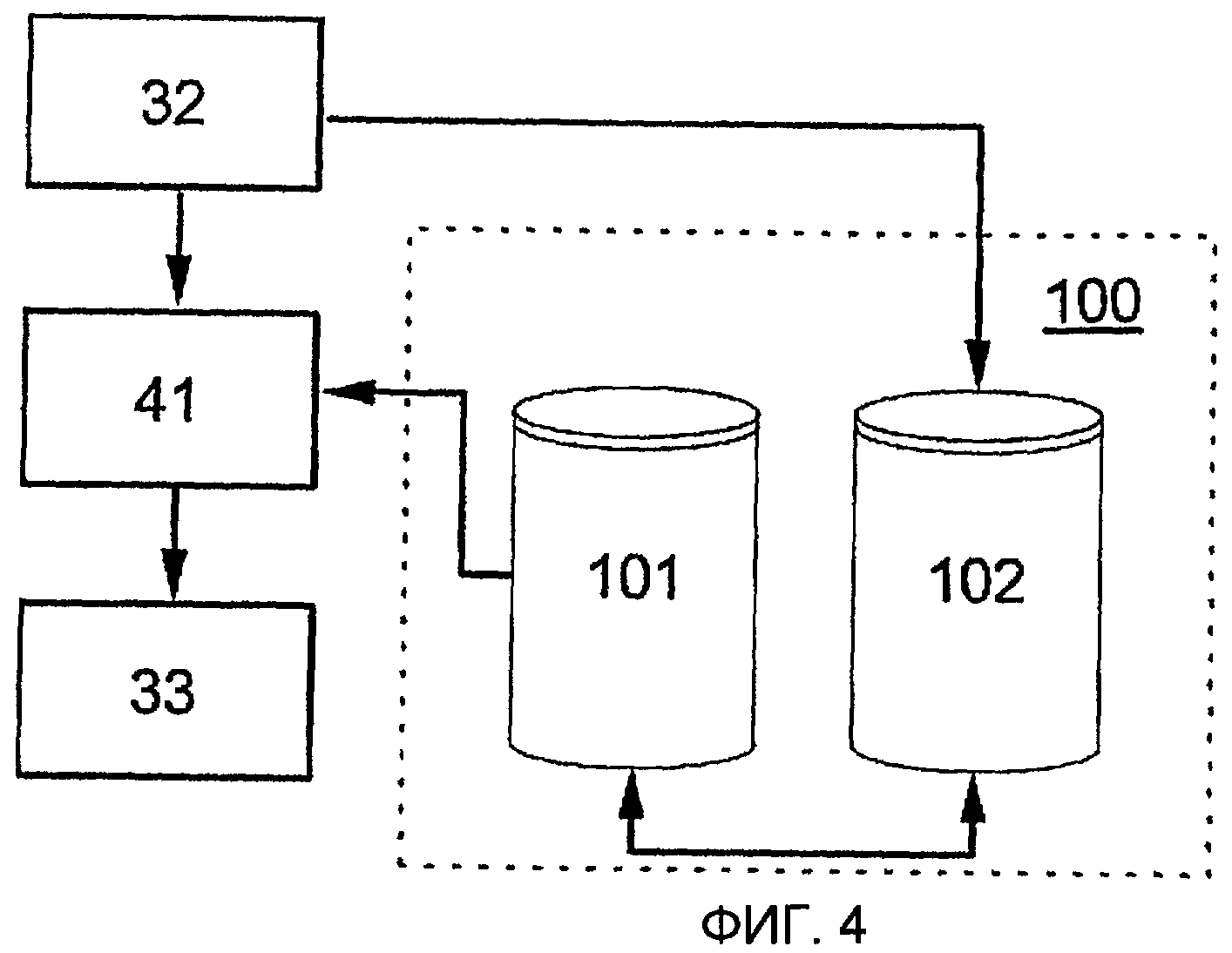
Как показано на фиг. 4, после анализа общей топологической модели 32 зоны утолщения или утонения сравнивают с элементарными конфигурациями деформации (ЭКД) 102, хранящимися в базе данных 100 вместе с параметрами 101, позволяющими деформировать морфингом 41 теоретическую модель В с целью вычисления траектории обработки 33.
Элементарная конфигурация деформации (ЭКД)
Элементарная конфигурация деформации (ЭКД) является параметризованной поверхностью, определяемой кривыми Безье. В данном случае ЭКД содержит участок сетки, образованный клетками, которые могут иметь разную форму, и точками, отображающими истинный профиль параметризованной поверхности. Расстояние между точками и клетками сетки представляет собой отклонения расстояний между теоретическим и истинным профилями параметризованной поверхности.
Элементарная конфигурация деформации (ЭКД) представляет собой анализ функции морфинга с локальной точки зрения. ЭКД содержит участок сетки, имитирующий участок сетки теоретического профиля детали, и несколько точек, имитирующих точки измерения реальной детали. Элементарная конфигурация является представлением различий, которые могут существовать локально между реальной деталью и теоретическим профилем.
Для лучшего определения ЭКД, как показано на фиг. 5, ЭКД 5 содержит участок сетки, содержащий девять клеток, расположенных в три линии и в три столбца, при этом каждая клетка имеет четыре стороны. ЭКД 5 содержит также четыре точки А1, А2, А3, А4.
Расстояние, разделяющее соответственно точку и ближайшую к ней клетку, показано прямой, расположенной на нормали к указанной клетке, начиная от указанных точек А1-А4. Эти расстояния аналогичны измерению отклонений Δ, определенному выше для топологической модели. Чем меньше эти расстояния, тем ближе сетка к точкам.
Само собой разумеется, что можно также использовать ЭКД, имеющую вид параметризованной поверхности, в которой для каждой точке поверхности связано значение, отражающее отклонение деформации. Разумеется, что использовать можно также математическое отображение ЭКД как матричное, так и аналитическое.
Сохранение параметров деформации ЭКД в базе данных
На фиг. 5а на участке сетки ЭКД 5 показаны четыре контрольные точки В1-В4. Они соответствуют углам центральной клетки сетки. Перемещение контрольной точки приводит к общему изменению кривых Безье сетки, что влияет как на длину различных сторон клеток, так и на касательную одних точек относительно к другим.
Выбор предназначенных для перемещения контрольных точек, а также вектора их перемещения позволяет деформировать сетку при помощи морфинга и наиболее оптимально интерполировать точки А1-А4.
Для каждой ЭКД базы данных 100 эти параметры были предварительно рассчитаны экспертом и введены в базу данных 100. Как показано на фиг. 4, база данных 100 связывает каждую ЭКД 102 с этими параметрами 101. Например, на фиг. 5b показана деформация при помощи морфинга сетки ЭКД, показанной на фиг. 5а. Контрольную точку В2 перемещают по вектору V в точку В2', что позволяет интерполировать точки А1-А4 в сетке. Следует, например, отметить, что промежутки между точками А1-А4 и сетка на фиг. 5 стали меньше. В базе данных 100 ЭКД 5 связана с координатами перемещаемой точки В2 и с вектором ее перемещения V.
В этом примере перемещают только одну контрольную точку, в данном случае В2. Однако аналогично можно переместить несколько контрольных точек для интерполяции точек А1-А4.
База данных 100 содержит множество ЭКД 102 с разными сетками и положениями точек, для которых с целью наилучшей интерполяции точек была рассчитана оптимальная деформация сетки. ЭКД 102 отличаются друг от друга кривизной, вогнутостью, числом клеток сетки, связью между сопряжениями и касательными к клеткам.
Пример применения
После описания структуры средств в соответствии с настоящим изобретением следует описание их работы и применения.
Как показано на фиг.3, облако точек А поврежденной детали 1, получившая, в случае необходимости, добавление материала 2, сравнивают с теоретической моделью В, чтобы создать общую топологическую модель 32 детали 1.
Анализ общей топологической модели 32 позволяет идентифицировать локальные топологические зоны, соответствующие зонам утонения или утолщения. После анализа осуществляют этап вычисления траектории обработки 33 и этап механической обработки 34 детали 1. Как показано на фиг.6, эти локальные топологические зоны 20 соответственно сравнивают с ЭКД 102 из базы данных 100.
Это сравнение производят по различиям формы с учетом масштаба и путем анализа в зависимости от клеток теоретической сетки В.
База данных 100 содержит множество разных ЭКД 102 для обеспечения идентификации выбранной локальной топологической зоны 20, при этом ЭКД 102 представляют собой основу с точки зрения математики. После идентификации ЭКД в базе данных 100 считывают параметры 101, связанные с ЭКД 102, и эти параметры 102 позволяют деформировать сетку В локальной топологической зоны 20.
Этот этап сравнения осуществляют для каждой локальной топологической зоны 20 с целью получения совокупности локальных параметров 101, необходимых для деформации теоретической сетки В. Эти параметры необходимы для вычисления траектории обработки 33 на теоретической модели В с целью придания поврежденной детали 1 ее первоначального аэродинамического профиля.
Если идентифицировать локальную топологическую зону 20 в базе данных 100 невозможно, деформацию сетки упомянутой зоны 20 осуществляет эксперт, который определяет предназначенные для перемещения контрольные точки, а также вектор их перемещения.
Локальную топологическую зону и параметры деформации этой зоны включают в базу данных 100, что позволяет в дальнейшем повторно использовать параметры, рассчитанные экспертом. Пополнение базы данных 100 позволяет эксперту избежать многократного решения аналогичных задач. Деформация при помощи морфинга является автоматизированной.
На фиг.1-6 приняты следующие обозначения:
1. Предназначенная для механической обработки деталь
2. Добавление материала (заплата)
3. Обработанная деталь
5. Элементарная конфигурация деформации
11. Этап добавления материала
12. Этап объемного измерения детали
20. Локальная топологическая зона
21. Этап аэродинамического расчета
22. Этап реализации теоретической модели
31. Создание топологической модели
32. Анализ общей топологической модели
33. Вычисление траектории обработки
34. Механическая обработка
41. Деформация теоретической модели при помощи морфинга
100. База данных
101. Элементарные конфигурации деформации
102. Параметры функции морфинга.
Способ повышения жесткости металлической усиливающей детали и металическая усиливающая деталь турбомашины
Способ и оснастка для осаждения из паровой фазы металлического покрытия на детали из суперсплавов
Способ изготовления металлической детали для турбореактивного двигателя летательного аппарата
Система крепления электрического прибора на металлической опоре
Пилон для установки двигателя на конструкции летательного аппарата
Машина для наматывания волокнистого материала, обеспечивающая возможность контроля выравнивания и отклонения от центра посредством анализа изображения
Способ демонтажа турбореактивного двигателя, устройство для нагрева
Способ и устройство для регулирования порогового значения расхода топлива
Сужающееся-расширяющееся сопло турбомашины, двухконтурный турбореактивный двигатель и турбовинтовой двигатель
Лопатка ротора турбомашины
Камера сгорания постоянного объема для авиационного турбинного двигателя, содержащая впускной/выпускной клапан, имеющий сферическую заглушку
Способ повышения жесткости металлической усиливающей детали и металическая усиливающая деталь турбомашины
Способ и оснастка для осаждения из паровой фазы металлического покрытия на детали из суперсплавов
Способ изготовления металлической детали для турбореактивного двигателя летательного аппарата
Система крепления электрического прибора на металлической опоре
Пилон для установки двигателя на конструкции летательного аппарата
Машина для наматывания волокнистого материала, обеспечивающая возможность контроля выравнивания и отклонения от центра посредством анализа изображения
Способ демонтажа турбореактивного двигателя, устройство для нагрева
Способ и устройство для регулирования порогового значения расхода топлива
Сужающееся-расширяющееся сопло турбомашины, двухконтурный турбореактивный двигатель и турбовинтовой двигатель

