Результат интеллектуальной деятельности: СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПАР ТРЕНИЯ ИНТЕГРАЛЬНЫХ РУЛЕВЫХ МЕХАНИЗМОВ С ГИДРОУСИЛИТЕЛЕМ РУЛЯ
Вид РИД
Изобретение
Изобретение относится к области восстановления деталей пар трения агрегатов машин и может быть использовано на ремонтно-технических предприятиях.
Известен способ ремонта интегральных рулевых механизмов с устранением утечек в соединениях шток-крышка и поршень-цилиндр путем замены уплотнений. Изношенные поверхности отверстий в корпусах гидрораспределителей восстанавливают хонингованием предварительно и окончательно, а золотники шлифуют до выведения следов износа с последующим хромированием или железнением, после чего их снова шлифуют и притирают. Изношенные отверстия под палец в рейках и штоках растачивают под ремонтный размер. Изготавливают пальцы ремонтного размера. Втулки изготавливают ремонтного размера и запрессовывают в корпус, а изношенные шейки поворотного вала шлифуют под размер ремонтных втулок. Изношенные или скрученные концы валов со шлицами заваривают, а затем фрезеруют. Погнутые поворотные валы правят на прессе. Изношенную опорную поверхность реек шлифуют до выведения следов износа. У упоров с изношенными опорными поверхностями подрезают торец на глубину износа, а канавки на торцовой поверхности углубляют до 1 мм (см. Ремонт машин. / Под ред. Тельнова Н.Ф. - М.: Агропромиздат, 1992. С.328).
Недостатком известного способа является низкий ресурс отремонтированных агрегатов из-за низких триботехнических характеристик рабочих поверхностей деталей пар трения. Ресурс отремонтированных интегральных рулевых механизмов с гидроусилителем руля указанным выше способом не превышает 60-65% от доремонтного.
Известен способ восстановления соединений типа «золотниковая пара», заключающийся в восстановлении отверстия из чугуна медью методом электроискровой обработки, с последующим удалением нанесенного слоя механообработкой до термодиффузионной зоны, и нанесении на поверхность золотника слоя из низко- или среднеуглеродистой стали методом электроискровой обработки в механизированном режиме на установке с энергией разряда 0,81-1,66 Дж, подачей электрода 0,2-0,4 мм/об, частотой вращения золотника 8-16 об/мин, с последующей укаткой и притиркой поясков золотника и нанесением на них методом финишной антифрикционной безабразивной обработки пленки из медьсодержащего сплава (RU №2293641, МПК В23Р 6/02, В23Н 9/12, С23С 4/00, 26/00, опубл. 20.02.2007).
Недостатком способа восстановления соединений типа «золотниковая пара» применительно для восстановления золотниковых пар следящего типа интегральных рулевых механизмов с гидроусилителем руля являются режимы нанесения электроискрового покрытия, которые не могут обеспечить необходимого качества отсечных кромок золотника, что также влияет на снижение ресурса агрегата.
Технический результат заключается в обеспечении 100%-ного доремонтного ресурса интегральных рулевых механизмов с гидроусилителем руля за счет создания на изношенных поверхностях деталей пар трения износостойких покрытий с заданными служебными свойствами.
Сущность изобретения заключается в том, что способ включает восстановление изношенных поверхностей деталей пар трения путем нанесения слоя металлопокрытия. При восстановлении деталей пар трения в соединениях шток-задняя крышка гидроцилиндра и опорные поверхности поворотного вала - опорные втулки осуществляют замену уплотнений в соединении шток-задняя крышка гидроцилиндра, изношенное отверстие в задней крышке гидроцилиндра разворачивают под ремонтный размер, изготавливают опорные втулки ремонтного размера и запрессовывают их в корпус интегрального рулевого механизма с гидроусилителем руля, и осуществляют восстановление изношенных поверхностей штока и шейки поворотного вала путем нанесения слоя из легированной стали через промежуточный слой на предварительно шлифованные до выведения следов износа упомянутые поверхности методом электроконтактной приварки ленты на режимах с силой тока 3,5-5,5 кА, длительностью импульса тока 0,04-0,08 с, усилием прижатия электродов 1,2-1,8 кН, частотой вращения шпинделя 6-8 об/мин, продольной подачей сварочных дисковых электродов 2-3,5 мм/об с последующей шлифовкой восстановленных поверхностей до обеспечения технологического зазора в соединениях шток - задняя крышка гидроцилиндра и опорные поверхности поворотного вала - опорные втулки. При восстановлении деталей пар трения в соединении золотник - отверстие корпуса гидрораспределителя разворачивают алмазными разжимными развертками изношенное отверстие в корпусе гидрораспределителя и осуществляют восстановление изношенных поясков золотника путем нанесения слоя из средне- или высокоуглеродистой стали методом электроискровой обработки в механизированном режиме на установке с энергией разряда 0,81-1,66 Дж, с подачей электрода 0,11-0,24 мм/об и частотой вращением золотника 5-9 об/мин с последующим шлифованием до обеспечения технологического зазора в соединении золотник - отверстие корпуса гидрораспределителя. При восстановлении деталей пар трения в соединении подшипники - червячный вал осуществляют восстановление изношенных посадочных поверхностей под подшипники червячного вала путем нанесения слоя из медьсодержащего сплава на упомянутые поверхности методом электроискровой обработки в механизированном режиме на установке с энергией разряда 0,81-1,66 Дж, с подачей электрода 0,11-0,24 мм/об и вращением золотника 6-12,5 об/мин. При восстановлении рейки и штока осуществляют восстановление изношенных отверстий под палец в рейке и штоке путем нанесения слоя из медьсодержащего сплава методом электроискровой обработки в ручном режиме на установке с энергией разряда 0,81-1,66 Дж в течение 2-4 мин/см2. При восстановлении деталей пар трения в соединениях поршень-корпус гидроцилиндра и рейка-упор осуществляют замену уплотнений в соединении поршень-корпус гидроцилиндра, хонингуют изношенное отверстие корпуса гидроцилиндра до выведения следов износа, шлифуют опорную поверхность рейки, подрезают торцовую поверхность упора на глубину износа с углублением канавки до 1 мм, и осуществляют восстановление рабочей поверхности поршня ремонтного размера и торцевой поверхности упора, сопрягаемого с рейкой, упрочнением молибденовым электродом методом электроискровой обработки в ручном режиме на установке с энергией разряда 0,13-0,81 Дж в течение 1,5-2 мин/см2, с последующей доводкой обработанных поверхностей.
Способ осуществляют следующим образом (см. рисунок 1.2). Заменяют уплотнения в соединении шток-крышка гидроцилиндра. Изношенное отверстие в задней крышке гидроцилиндра разворачивают под ремонтный размер лезвийной разверткой. На предварительно шлифованную до выведения следов износа поверхность штока методом электроконтактной приварки ленты наносят слой из легированной стали 50ХФА через промежуточный слой из порошка ПГСР-2 на режимах: сила тока 3,5-5,5 кА, длительность импульса тока 0,04-0,08 с, усилие сжатия электродов 1,2-1,8 кН, частота вращения шпинделя 6-8 об/мин, продольная подача сварочных дисковых электродов 2-3,5 мм/об. Последующее шлифование штока проводят на круглошлифовальном станке до обеспечения технологического зазора в соединении шток - задняя крышка гидроцилиндра 0,025…0,130 мм.
Опорные втулки изготавливают ремонтного размера и запрессовывают в корпус интегрального рулевого механизма с гидроусилителем руля. На предварительно шлифованные до выведения следов износа поверхности шеек поворотного вала методом электроконтактной приварки ленты наносят слой из легированной стали 50ХФА через промежуточный слой из порошка ПГСР-2 на режимах: сила тока 3,5-5,5 кА, длительность импульса тока 0,04-0,08 с, усилие сжатия электродов 1,2-1,8 кН, частота вращения шпинделя 6-8 об/мин, продольная подача сварочных дисковых электродов 2-3,5 мм/об. Последующее шлифование поверхностей шеек поворотного вала проводят на круглошлифовальном станке под размеры ремонтных втулок, обеспечив технологический зазор 0,075-0,165 мм между поверхностями шеек вала и втулками корпуса и 0,120-0,255 мм между поверхностью шейки вала и втулкой верхней крышки.
Изношенное отверстие в корпусе гидрораспределителя разворачивают последовательно двумя алмазными разжимными развертками - черновой с размером зерна 80/63 и чистовой 40/28, при частоте вращения шпинделя с режущим инструментом 100-150 об/мин, и ручной подаче суппорта. Количество черновых проходов два - четыре до выведения следов износа, чистовых один. При обработке обеспечивается обильная подача смазочно-охлаждающей жидкости. На изношенные пояски золотника методом электроискровой обработки наносят слой из средне- или высокоуглеродистой стали в механизированном режиме на установке с энергией разряда 0,81-1,66 Дж, подачей электрода 0,11-0,24 мм/об и частотой вращения золотника 5-9 об/мин. Последующую шлифовку золотника проводят до обеспечения технологического зазора в паре золотник-отверстие корпуса 6…18 мкм.
Посадочные места под подшипники червячного вала восстанавливают электродами из медьсодержащего сплава методом электроискровой обработки в механизированном режиме на установке с энергией разряда 0,81-1,66 Дж, подачей электрода 0,11-0,24 мм/об и частотой вращения золотника 6-12,5 об/мин. После восстановления посадочных поверхностей на вал напрессовывают новые подшипники.
Изношенные поверхности отверстий под палец в рейке и штоке восстанавливают электродами из медьсодержащего сплава методом электроискровой обработки в ручном режиме на установке с энергией разряда 0,81-1,66 Дж, время обработки 2-4 мин/см. После нанесения слоя металлопокрытия отверстия разворачиваются лезвийными развертками под номинальный размер.
Заменяют уплотнения в соединении поршень-корпус гидроцилиндра. Хонингуют корпус гидроцилиндра до выведения следов износа и комплектуют его поршнем ремонтного размера, рабочую поверхность которого упрочняют молибденовым электродом методом электроискровой обработки в ручном режиме на установке с энергией разряда 0,13-0,81 Дж, время обработки 1,5-2 мин/см2.
Опорную поверхность рейки шлифуют до выведения следов износа. Подрезают торцевую поверхность упора на глубину износа, а канавку на торцовой поверхности углубляют до 1 мм. Торцевую поверхность упора, сопрягаемую с рейкой, упрочняют молибденовым электродом методом электроискровой обработки в ручном режиме на установке с энергией разряда 0,13-0,81 Дж, время обработки 1,5-2 мин/см2. После упрочнения обработанную поверхность притирают на доводочной плите с абразивной пастой зернистостью 5-7 мкм.
Заявляемые пределы режимов обосновываются требованиями по толщине наплавляемых слоев, качеством и точностью получаемых рабочих поверхностей, а также возможностями применяемого технологического оборудования.
Исследование триботехнических характеристик покрытий полученным методом электроискровой обработки и контактной приварки ленты на поверхностях пар трения проводили на машинах трения СМТ-1 по схеме ролик - колодка и ХОБAT-1 по схеме возвратно-поступательного движения в соответствии с ГОСТ 23.224-86 и приведены в таблице.
Эксплуатационные испытания отремонтированных интегральных рулевых механизмов с гидроусилителем руля с восстановленными деталями пар трения показали, что нижняя доверительная граница прогнозируемого ресурса составляет 5600 часов, что выше среднего ресурса новых интегральных рулевых механизмов с гидроусилителем руля в 1,6 раза.
Таким образом, предлагаемый способ восстановления деталей пар трения интегральных рулевых механизмов с гидроусилителем руля с созданием на изношенных поверхностях деталей пар трения износостойких покрытий с заданными служебными свойствами обеспечивает ресурс агрегата на уровне нового.
|

 , где РОП нагрузка, при которой коэффициент трения минимален.
, где РОП нагрузка, при которой коэффициент трения минимален.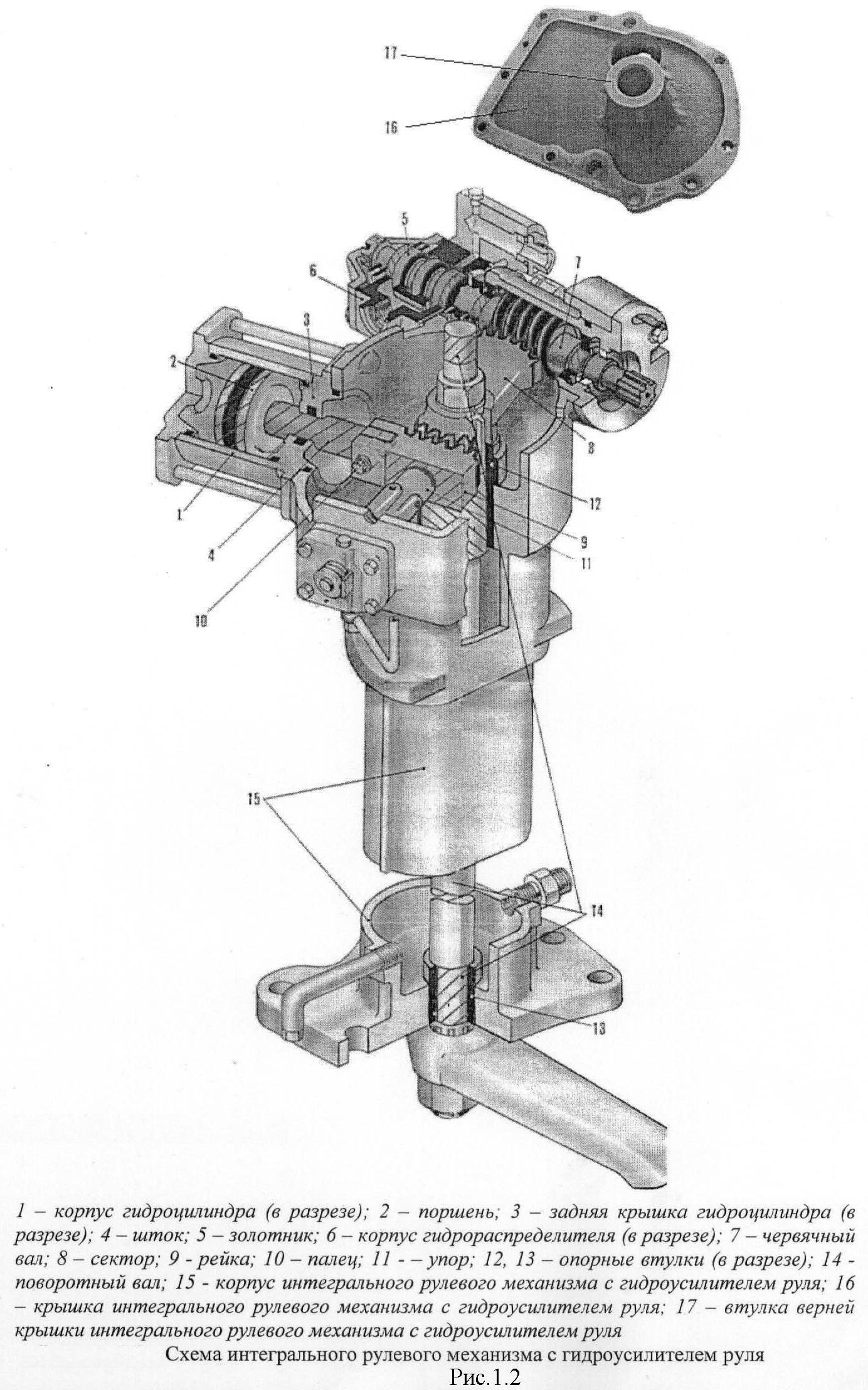
Способ дуговой сварки и устройство для его осуществления
Почвообрабатывающая фреза
Способ обесфторивания воды
Способ упрочнения лемеха плуга
Способ вибродуговой наплавки
Способ ремонта нерегулируемых аксиально-поршневых гидромашин
Способ обесфторивания воды
Способ ремонта объемного гидропривода sauer danfoss серии 90

