Результат интеллектуальной деятельности: СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ
Вид РИД
Изобретение
Изобретение относится к области порошковой металлургии, в частности к изготовлению изделий с антифрикционным или износостойким рабочим слоем динамическим горячим прессованием.
Одним из важнейших требований к двухслойным порошковым формовкам с вертикальным расположением переходного слоя является, с одной стороны - предотвращение изгиба поверхности раздела между слоями, либо из-за выдавливания наружного слоя во внутренний, если он имеет меньшую плотность и сопротивление деформированию, а вследствие выдавливания внутреннего слоя в наружный, когда свойства распределяются противоположным образом. В обоих случаях возникает разностенкость наружного слоя, его ускоренный износ и расход дефицитного и, как правило, более дорогого материала.
Другой причиной деградации материала переходного слоя может явиться своеобразное перемешивание материала слоев и снижение его свойств, а следовательно, и свойств всего изделия из-за отклонения от заданного его состава. В обоих случаях предотвратить все эти негативные явления можно, выровнив сопротивление деформированию слоев, а для порошковых материалов - обеспечив такую плотность наружного и внутреннего слоев, чтобы их сопротивление деформированию было бы примерно одинаковым. Это можно осуществить только на стадии формования заготовки, разработав соответствующую инструментальную оснастку.
Известен способ изготовления заготовки из неформирующегося порошка карбидостали в оболочке [С2 2369465 RU, МПК B22F 3/02 В30В 7/02 // Свистун Л.И. Помодьяло Р.Л., Дмитриенко Д.В. и др. Заявка 2007120826/02. Опубл. 10.10.2009 г.].
Способ включает два этапа. На первом этапе формируют оболочку, осуществляя подачу порошка в полость, образованную основным нижним пуансоном в верхнем положении и дополнительным нижним пуансоном в нижнем положении. Затем перемещают донышко оболочки в крайнее нижнее положение и уплотняют донышко и стенки оболочки. На втором этапе осуществляют подачу порошка карбидостали в оболочку, прессуют порошок и выталкивают заготовку. Однако данный способ не позволяет производить заготовки без донышка (увеличивается расход материала).
Также известен способ прессования многослойных изделий с вертикальным расположением слоев [А1 1315131 SU, МПК B22F 3/02, В30В 15/02. Пресс-форма / Дорофеев Ю.Г., Гасанов Б.Г., Тамадаев В.Г., и др. Заявка 3882895/22-02. Опубл. 07, 06, 87, Бюл №21].
В полость между матрицей и иглой составного подвижного стержня засыпают порошок одного химсостава. Верхний пуансон входит в полость матрицы и уплотняет наружный слой изделия до заданной пористости (30-35%). При обратном ходе пуансона подвижный стержень, связанный с выталкивателем пресса, опускается вниз. В образовавшуюся полость между иглой и нижним пуансоном и внешним слоем изделия засыпают порошок другого химсостава. Верхний пуансон вновь заходит в полость матрицы. Игла осуществляет прессование внутреннего слоя изделия до начала совместного прессования внешнего и внутреннего слоев. Способ позволяет прессовать многослойные изделия с вертикальным расположением слоев.
Однако данный способ не предусматривает получение заготовки с высотой или плотностью наружного слоя, не равной высоте внутреннего слоя, и предусматривает изготовление многослойных холоднопрессованных формовок с вертикальным расположением слоев с одинаковой высотой наружного и внутреннего слоев, с начала процесса их прессования.
Задачей предлагаемого способа является расширение технологических возможностей за счет получения многослойных формовок с вертикальным расположением разнородных слоев и различной их плотностью в насыпном, холоднопрессованном, спеченном состоянии и одинаковым сопротивлением деформированию в поперечном направлении перед началом горячего доуплотнения, с начальной высотой наружного слоя, не равной начальной высоте внутреннего слоя, что обеспечивает их дифференцированное уплотнение и получение равновысокой заготовки с относительной прочностью наружного слоя, равной относительной прочности внутреннего слоя. Обеспечение одинакового сопротивления поперечному деформированию слоев позволит свести к минимуму перемешивание материалов слоев на этапе горячей допресовки, повысит качество соединения слоев при взаимодополняющем действии сил сращивания и различия в КТР при охлаждении.
Достигается поставленная задача за счет того, что способ прессования двухслойных порошковых многофункциональных изделий с вертикальным расположением слоев включает раздельное приготовление шихты слоев, дозирование, засыпку шихты наружного слоя в полость, образованную между матрицей и стержнем, осадку наружного слоя, выталкивание стержня, засыпку шихты внутреннего слоя в пространство, освобожденное стержнем, совместное прессование наружного и внутреннего слоев до окончательного формирования заготовки, выпрессовку изделия. Причем сверху матрицы устанавливают наполнительную планку, при этом ее поверхность и верхний торец стержня находятся в одной плоскости, производят осадку наружного слоя на величину  трубчатым пуансоном, где ∆hв - величина осадки наружного верхнего слоя верхним трубчатым пуансоном (высота насыпной планки);
трубчатым пуансоном, где ∆hв - величина осадки наружного верхнего слоя верхним трубчатым пуансоном (высота насыпной планки);  - опускание матрицы на нижний наружный пуансон, удаляют наполнительную планку и верхнего сборного бойка, причем осадку внешнего слоя и совместное доуплотнение наружного и внутреннего слоев осуществляют в плавающей матрице, полученную заготовку нагревают и подвергают допрессовке.
- опускание матрицы на нижний наружный пуансон, удаляют наполнительную планку и верхнего сборного бойка, причем осадку внешнего слоя и совместное доуплотнение наружного и внутреннего слоев осуществляют в плавающей матрице, полученную заготовку нагревают и подвергают допрессовке.
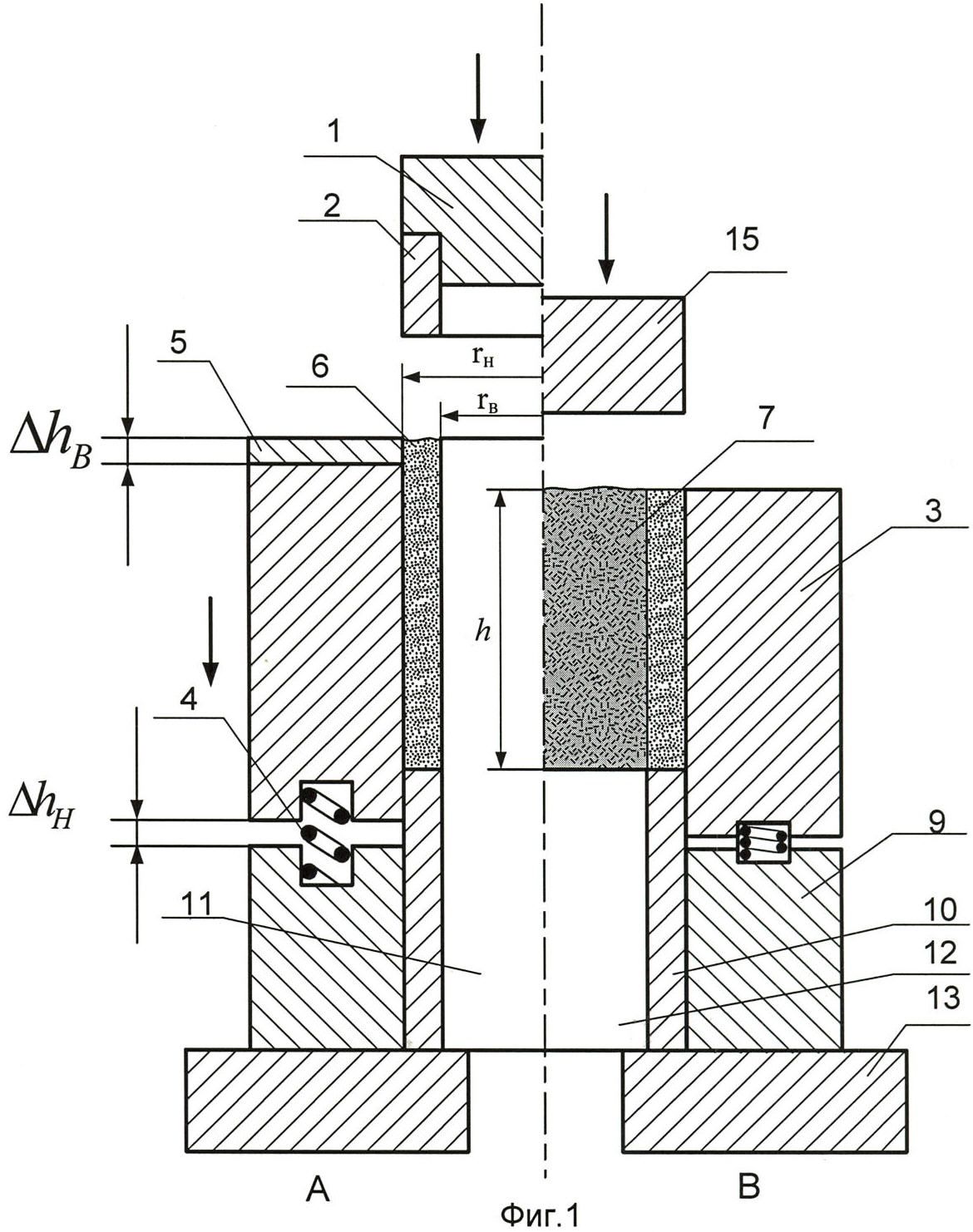
На фиг.1, 2, и 3 представлен пример конкретного выполнения способа на базе работы подкладной прессформы, показана ее конструкция и приведены пять последовательных положений (от А до Е), причем изображения разделены осями симметрии: слева - начало предыдущего этапа, справа - последующий, часть деталей используется на протяжении всего процесса формования, часть - либо удаляется, либо заменяется новыми.
На фиг.1 (положение А) представлен процесс засыпки шихты внешнего слоя и его дальнейшая осадка. На фиг.1 (положение В) показана замена некоторых деталей конструкции подкладной прессформы (удаление стержня, удаление насыпной планки, замена верхнего трубчатого пуансона на цельной пуансон), засыпка шихты внутреннего слоя и положение матрицы на упругих элементах (опускание, проседание) после осадки внешнего слоя.
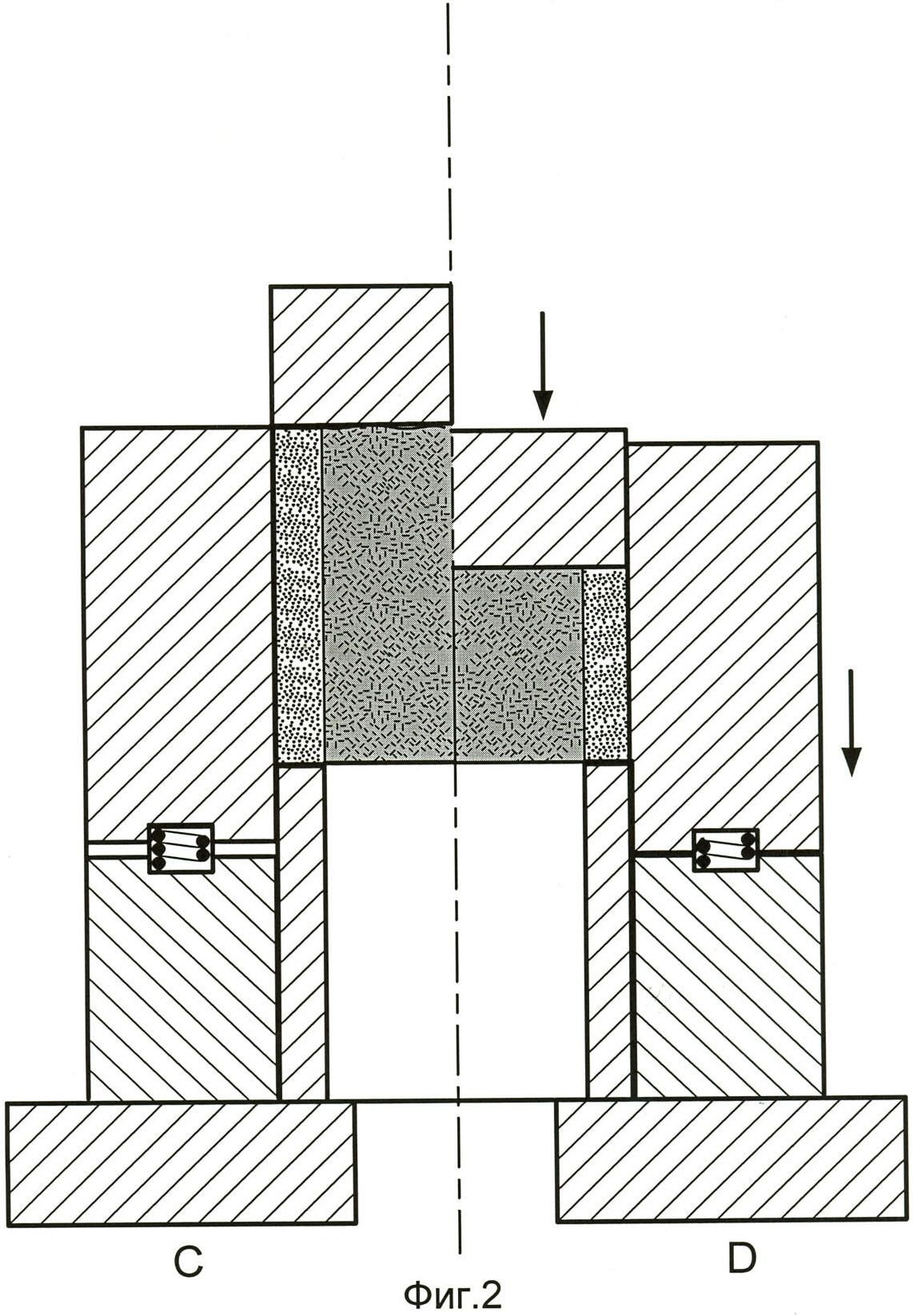
На фиг.2 (положение С) показано начало процесса совместного прессования внешнего и внутреннего слоев верхним цельным пуансоном. На фиг.2 (положение D) показан процесс совместного двустороннего доуплотнения внешнего и внутреннего слоев заготовки верхним цельным пуансоном, а за счет того что матрица «плавающая», она надвигается на единую поверхность торцов нижнего трубчатого пуансона и нижнего внутреннего пуансона.
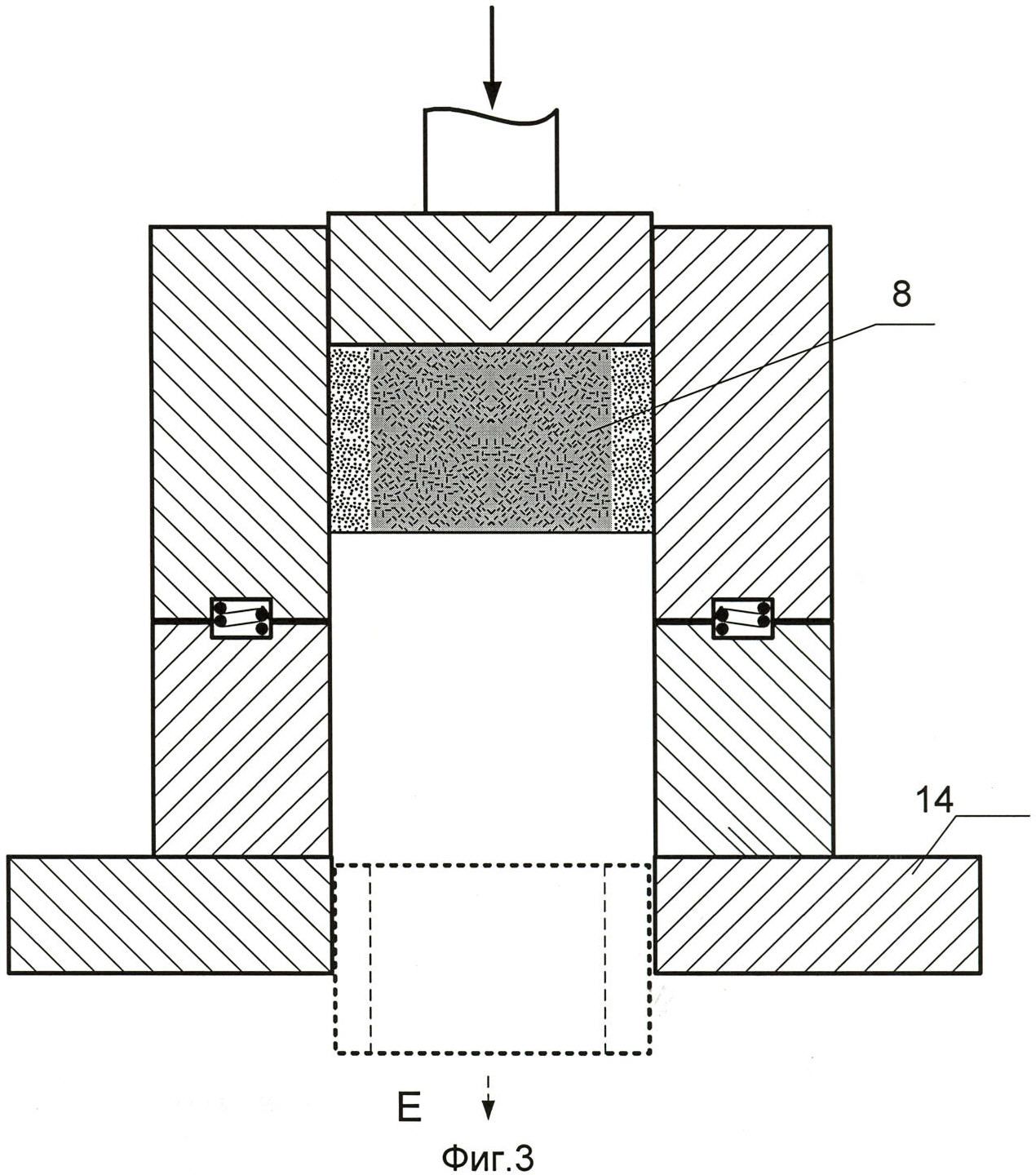
На фиг.3 показана замена некоторых деталей конструкции подкладной пресс-формы (замена упора на опору, удаление внешнего и внутреннего нижних пуансонов) и показан процесс выпрессовки заготовки из матрицы верхним цельным пуансоном.
Устройство предназначено для использования на копре с резиновым ускорителем либо без него, или на специализированном прессовом оборудовании.
Для реализации технологии используют известную подкладную пресс-форму, которая включает сменный составной верхний пуансон 1, к которому крепится трубчатый элемент 2 для формования наружного слоя формовки 6, матрицу 3 изготовленную плавающей, которую устанавливают на пружине или каком-либо другом упругом элементе 4, наполнительную подвижную планку 5, которую устанавливают сверху матрицы 3 так, чтобы отверстие матрицы 3 и наполнительной подвижной 5 планки совпадали, опора 9, на которую опирается матрица 3 посредством упругого элемента 4, нижний внешний (трубчатый) пуансон 10 устанавливают в матрицу 3 и одновременно опору 9, в центр нижнего внешнего (трубчатого) пуансона 10 вначале устанавливают стержень 11, а в дальнейшем его меняют на нижний внутренний пуансон 12. Всю данную конструкцию устанавливают на упор 13, а в дальнейшем меняют на опору 14 для выпрессовки заготовки из матрицы, для совместного прессования внешнего и внутреннего слоев и выпрессовки заготовки из матрицы используют верхний цельной пуансон 15.
Пример конкретного выполнения способа рассмотрим на примере работы подкладной пресс-формы. В полость, образованную между матрицей 3 стержнем 11 и нижним наружным пуансоном 10, засыпают приготовленную шихту наружного слоя 6. Матрицу 3 изготавливают «плавающей», устанавливают на пружине или каком-либо другом упругом элементе. Чтобы обеспечить необходимую избыточную массу шихты наружного слоя в состоянии засыпки, используют наполнительную подвижную планку 4 высотой Δhв. Это масса: 
где mн - масса шихты наружного слоя; γн - насыпная плотность шихты наружного слоя; dн - наружный диаметр внешнего слоя; dвн - внутренний диаметр наружного слоя, может частично смещаться в матрицу при ее увлечении силами трения и расходоваться на уплотнение наружного слоя 5. После чего производят осадку наружного слоя 6 трубчатым пуансоном 2 на величину 
После поднимают верхний пуансон 1, удаляют насыпную планку 5, удаляют стержень 11 и устанавливают вместо него внутренний нижний пуансон 12, так что верхний торец стержня совпадал с верхним торцом нижнего внутреннего составного пуансона 10, после чего осуществляют засыпку внутреннего слоя 7 в пространство, ограниченное внутренней поверхностью подпресованного наружного слоя, верхним торцом нижнего внутреннего составного пуансона 10. Верхний уровень засыпки может изменяться в зависимости от соотношения свойств слоев шихты.
В дальнейшем устанавливают цельной верхний пуансон 15 и за один или несколько ударов по заготовке 8, находящейся в матрице (фиг.2, положение С и D), окончательно ее формируют. При этом матрица 3 жестко опирается на опору 9, а нижний наружный и внутренний пуансоны 10 и 12 упираются в упор 13, при этом все упругие элементы 4 занимают положение во впадинах соответствующих деталей и находятся в сомкнутом положении. Для выбивки заготовки удаляют упор 13 для матрицы и нижнего пуансона, устанавливают опору матрицы 14 с отверстием, обеспечивающим свободную выбивку заготовки, и верхним цельным пуансоном 15, ударами сверху, выбивают заготовку 8. После чего заготовку нагревают и подвергают допрессовке.
Способ прессования двухслойных порошковых многофункциональных изделий с вертикальным расположением слоев, включающий раздельное приготовление шихты слоев, дозирование, засыпку шихты наружного слоя в полость, образованную между матрицей, стержнем и нижним трубчатым пуансоном, уплотнение наружного слоя, выталкивание стержня, засыпку шихты внутреннего слоя в пространство, освобожденное стержнем, совместное прессование наружного и внутреннего слоев до окончательного формирования заготовки, выпрессовку изделия, отличающийся тем, что устанавливают сверху матрицы наполнительную планку, при этом ее верхняя поверхность и верхний торец стержня находятся в одной плоскости, производят осадку наружного слоя на величину трубчатым пуансоном, где Δh - величина различия начальной высоты наружного слоя и высоты внутреннего слоя, Δh - толщина наполнительной планки, - величина осадки матрицы, удаляют наполнительную планку и трубчатый элемент верхнего сборного бойка, причем осадку внешнего слоя и совместное доуплотнение наружного и внутреннего слоев осуществляют в плавающей матрице, полученную заготовку нагревают и подвергают допрессовке.

Способ получения высокоплотного порошкового фосфорсодержащего материала на основе железа
Способ получения горячедеформированных порошковых материалов
Способ получения высокоплотного фрикционного порошкового фосфорсодержащего материала на основе железа
Установка горячей штамповки порошковых материалов
Способ управления резонансным электромагнитным приводом
Цилиндрическая прямозубая передача с полуэвольвентными профилями зубьев
Способ электрохимического получения катализатора pt-nio/c
Электролит для осаждения композиционного покрытия никель-кобальт-оксид кремния-фторопласт
Гальванический композиционный материал на основе никеля
Устройство для измерения акустического сопротивления твердых материалов
Способ определения компонентов тензора механических напряжений в изделиях из ферромагнитных материалов
Электролит для нанесения покрытия композиционного материала на основе сплава олово-цинк
Способ получения оксидных каталитически активных слоев на поверхности, выполненной из вентильного металла или его сплава
Способ электрохимического получения композиционного материала nio/c

