Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОЙ ЛИСТОВОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА И ДЕФОРМАЦИОННО-ТЕРМИЧЕСКИЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к металлургии, конкретно к производству высокопрочной толстолистовой стали, закаливаемой на мартенсит для машиностроения и бронезащитных конструкций.
Известен способ производства высокопрочной листовой стали, включающий аустенитизирующий нагрев слябов до температуры не выше 1150°С, многопроходную горячую прокатку с температурой конца прокатки 900-950°С, нагрев до температуры Ас3-1000°С, закалку водой и отпуск при температуре 200-400°С [1].
Недостатки известного способа состоят в том, что готовые листы имеют низкий комплекс механических свойств: недостаточную прочность, ударную вязкость, пластичность. Помимо этого, под действием термических напряжений при закалке листы теряют плоскую форму.
Наиболее близким аналогом к предлагаемому изобретению является способ производства листов, включающий аустенитизирующий нагрев слябовых заготовок до температуры 1200-1260°С, многопроходную горячую прокатку в листы с температурой конца прокатки 800-920°С, последующую их прерванную закалку водой с температурой окончания охлаждения 450-600°С и одновременной правкой деформированием листов знакопеременным изгибом [2].
Недостатки известного способа состоят в том, что он не обеспечивает достижения максимально возможного для каждой марки стали комплекса механических свойств, т.е. более высоких прочности, пластичности, ударной вязкости. Помимо этого, вследствие неравномерной вытяжки в процессе прокатки и охлаждения листов после прерванной закалки имеет место ухудшение их плоскостности.
Техническая задача, решаемая способом и устройством, состоит в повышении комплекса механических свойств и плоскостности высокопрочной листовой стали.
Побочным техническим эффектом, достигаемым при использовании предложенного деформационно-термического комплекса, является расширение его технологических возможностей в сторону получения высокопрочных листов уменьшенных толщин из труднодеформируемых сталей.
Для решения поставленной технической задачи в известном способе производства высокопрочной листовой стали мартенситного класса, включающем аустенитизирующий нагрев заготовок, многопроходную прокатку в листы, последующую их закалку водой на мартенсит с одновременной правкой деформированием знакопеременным изгибом, согласно изобретению, закалку листов ведут в температурном интервале от 900-950°С до 300-400°С со средней скоростью охлаждения не менее 10°С/с, при этом относительную степень деформирования поддерживают в интервале 0,5-10%.
Сущность изобретения состоит в следующем. В сталях мартенситного класса максимальный комплекс механических свойств может быть достигнут за счет уменьшения количества остаточного аустенита и минимизации содержания перлита, который обычно располагается в закаленных сталях по границам мартенситных зерен, зарождающихся из зерен деформированного при прокатке аустенита. Для этого необходимо в процессе закалочного охлаждения максимально быстро пройти температурную зону перлитного превращения аустенита. Поэтому охлаждение при закалке регламентировано по скорости минимально допустимым значением - не менее 10°С/с в температурном интервале возможного образования перлита.
Нижняя граница температурного интервала закалочного охлаждения в 300°С установлена, во-первых, исходя из условия полного завершения процесса превращения аустенита в мартенсит, а во-вторых, с целью исключения потери плоскостности листов от действия термических напряжений.
Относительная степень деформации 0,5-10% исчерпывающе реализует эффект «динамической пластичности», т.е. пластичности мартенситного превращения аустенита стали в температурном диапазоне ее существования 950-300°С, благодаря чему одновременно достигается наиболее высокая плоскостность закаливаемых листов и максимально повышаются их прочность, пластичность и ударная вязкость.
Дополнительная установка после реверсивного листопрокатного стана подогревательной печи позволяет снизить неизбежно существующий температурный градиент горячекатаных листов из сталей мартенситного класса, рекристаллизовать деформированный аустенит, получить равномерную по объему листа и оптимальную по величине температуру нагрева под закалку. Это повышает комплекс механических свойств и снижает их разброс, расширяет диапазон выпускаемой металлопродукции в сторону минимальных толщин высокопрочных листов.
Экспериментально установлено, что аустенитизирующий нагрев заготовок из стали мартенситного класса (до температуры 1180-1250°С) обеспечивает полное растворение в аустените структурно свободного цементита, нитридных и карбонитридных включений. Благодаря этому заготовки из сталей мартенситного класса сохраняют высокую технологическую пластичность по мере их прокатки в листы конечной толщины и снижения температуры металла.
При температуре начала закалки на мартенсит выше 950°С имеет место неконтролируемый рост аустенитных зерен и их полигонизация, в микроструктуре закаленной стали возрастает объемная доля нежелательных включений перлита закалки и остаточного аустенита. Это снижает прочностные и вязкостные свойства листовой стали. Снижение этой температуры менее 900°С уменьшает активность процесса выделения из металлической матрицы упрочняющих фаз.
Повышение температуры окончания закалки выше 400°С является причиной потери прочностных и пластических свойств стали мартенситного класса. В то же время уменьшение температуры окончания закалки ниже 300°С приводит к тому, что процесс правки знакопеременным изгибом будет происходить также после полного завершения полиморфного превращения аустенита в мартенсит. В результате не реализуются преимущества эффекта пластичности превращения, деформация листов становится затруднительной, увеличивается неплоскостность листов, не происходит их дополнительного упрочнения по механизму дисперсионного твердения.
При скорости охлаждения в процессе закалки менее 10°С/с в фазовом составе закаленной на мартенсит стали возрастает объемная доля перлита, что ведет к снижению ее прочностных свойств.
При относительной степени деформирования менее 0,5% горячекатаные листы после закалки с правкой знакопеременным изгибом будут сохранять остаточную неплоскостность, а их прочностные и вязкостные свойства снижаются. При увеличении степени относительной деформации более 10% достигается полное исчерпание пластичности фазового превращения, возрастает на порядок сопротивление металла деформированию, ухудшаются условия правки.
Предложенный способ может быть реализован с помощью деформационно-термического комплекса, содержащего установленные в технологическую линию нагревательную печь, реверсивный листопрокатный стан и правильно-закалочную машину, в котором после реверсивного листопрокатного стана дополнительно установлена подогревательная печь, при этом подогревательная печь и правильно-закалочная машина снабжены средствами контроля температуры листов.
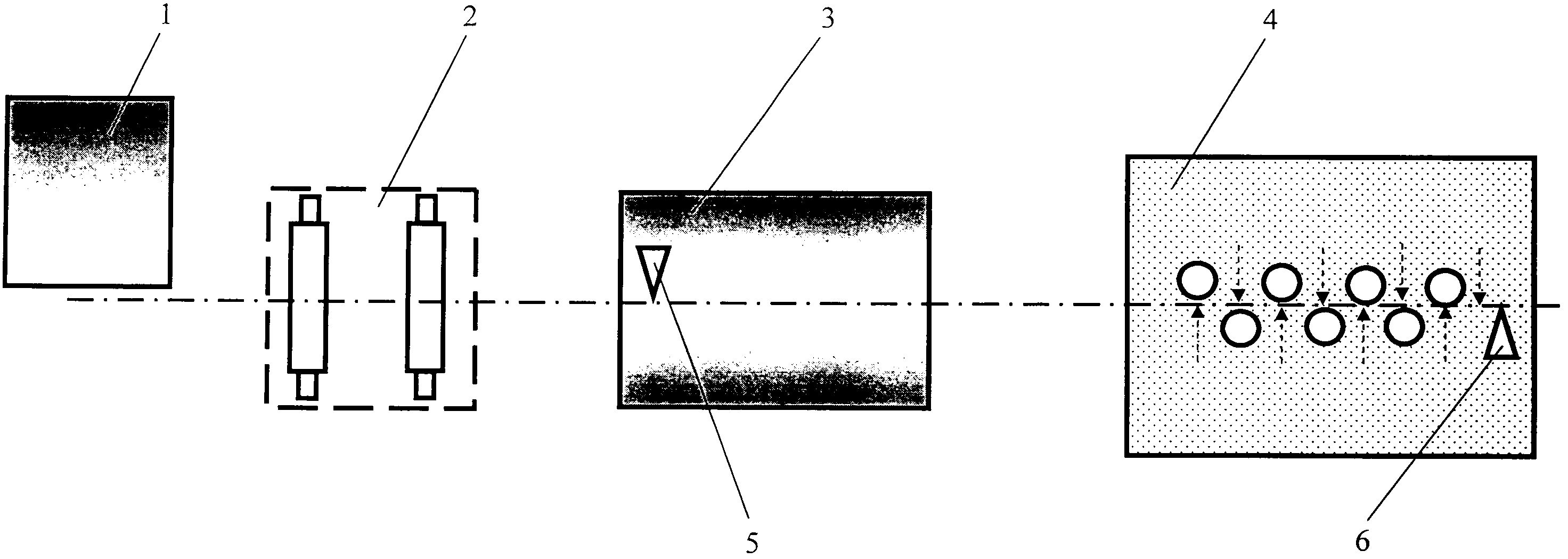
На чертеже представлена схема расположения оборудования деформационно-термического комплекса для реализации предложенного способа.
Устройство содержит установленные в технологическую линию нагревательную печь 1 толкательного типа с газовым отоплением, толстолистовой реверсивный прокатный стан 2, состоящий из черновой клети дуо и чистовой клети кварто, подогревательную печь 3 индукционного типа и правильно-закалочную машину 4.
Правильно-закалочная машина 4 кассетного типа содержит станину, в которой размещены два ряда (верхний и нижний) приводных гибочных роликов, установленных со взаимным перекрытием по уровню, а также два ряда сопел для подачи охлаждающей воды на верхнюю и нижнюю стороны листа при его закалке во время транспортирования через гибочные ролики.
Подогревательная печь 3 снабжена сканирующей тепловизорной головкой 5 для измерения температуры по поверхности листа, установленной на ее входной стороне. Правильно-закалочная машина 4 снабжена контактным датчиком 6 температуры листа.
Примеры реализации способа
Слябовые заготовки толщиной hз=180 мм из стали мартенситного класса следующего химического состава, мас.%:
|
загружают в нагревательную печь 1 и производят их нагрев до температуры аустенитизации 1180-1250°С. Нагретые заготовки выталкивают на печной рольганг и транспортируют к толстолистовому реверсивному двухклетевому прокатному стану 2 с длиной бочек валков 2800 мм. На двухклетевом реверсивном прокатном стане 2 заготовки вначале прокатывают за 7 проходов в черновой клети дуо до промежуточной толщины hп=70 мм, после чего передают в чистовую клеть кварто и прокатывают за 9 проходов до конечной толщины hл=20,0 мм.
При прокатке в черновой и чистовой клетях реверсивного стана 2 происходит снижение температуры листов, причем чем меньше толщина листов, тем больше снижение их температуры. Помимо этого, наиболее интенсивно остывают кромочные участки листов.
Прокатанные листы транспортируют к подогревательной печи 3. С помощью сканирующей тепловизорной головки осуществляют контроль температуры по поверхности листов, после чего осуществляют выравнивание их температуры путем подогрева до температуры начала закалки tнз=950°С.
Подогретые листы задают в правильно-закалочную машину 4. В процессе транспортировки листов через правильно-закалочную машину 4 на обе стороны листов подают из сопел охлаждающую воду и с помощью приводных гибочных роликов производят деформирование листов знакопеременным изгибом с относительной степенью деформации Е=5,0%. Охлаждение листов водой (закалку) ведут со скоростью Vз=20°С/с. Скорость охлаждения регулируют изменением расхода и давления охлаждающей воды. Охлаждение листов водой завершают при температуре tкз=300°С, которую контролируют с помощью контактного датчика температуры 6.
Благодаря тому что деформирование знакопеременным изгибом ведут во всем температурном интервале превращения аустенита в мартенсит с оптимальной скоростью закалочного охлаждения, достигаются наиболее благоприятные условия реализации эффекта пластичности фазовых превращений, улучшается плоскостность листов, сокращается объемное содержание в микроструктуре закаленной стали перлита и остаточного аустенита. Таким образом, предложенный способ и устройство позволяют повысить комплекс механических свойств и плоскостность листовой стали мартенситного класса.
Помимо этого, подъем температуры и ее выравнивание по объему листов в процессе их нагрева в подогревательной печи 3 при использовании указанных режимов правки и закалки позволяет расширить технологические возможности деформационно-термического комплекса в сторону получения высокопрочных листов уменьшенных толщин.
Варианты реализации предложенного способа производства высокопрочной листовой стали и показатели их эффективности приведены в таблице. Механические свойства указаны после отпуска закаленных листов при температуре 200°С.
Из данных, приведенных в таблице, следует, что при реализации предложенного способа (варианты №2-4) имеет место повышение комплекса механических свойств и плоскостности высокопрочной листовой стали мартенситного класса. При запредельных значениях заявленных параметров (варианты №1 и №5) имеет место снижение комплекса механических свойств термоулучшенных листов, возрастает их неплоскостность. Также более низкие показатели механических свойств и плоскостности имеют листы, полученные согласно известному способу [2] (вариант №6).
Технико-экономические преимущества предложенного способа производства высокопрочной листовой стали мартенситного класса и деформационно-термического комплекса для его осуществления состоят в том, что они за счет полного использования возможностей эффекта пластичности при фазовом превращении аустенита в мартенсит позволяют повысить механических свойств и плоскостность листовых сталей мартенситного класса. Кроме того, предложенный способ и устройство позволяют получить на реверсивном толстолистовом стане 2800 высокопрочную листовую сталь мартенситного класса с минимальной толщиной 5,0 мм, тогда как при использовании известных способов на данном толстолистовом двухклетевом реверсивном стане 2800 минимальная толщина аналогичной металлопродукции составляет 7,0 мм.
Литературные источники
1. Заявка №61-223125, Япония, МПК C21D 8/02, С22С 38/54, 1986 г.
2. Патент Российской Федерации №2350662, МПК C21D 8/02, 2009 г.
|
Способ производства тонкой горячекатаной листовой стали
Листопрокатная клеть кварто
Способ производства горячекатаной листовой стали
Промежуточный ковш для разливки стали с камерами для плазменного подогрева жидкого металла
Способ производства консервов грудинка в собственном соку из оленины
Промежуточный ковш мнлз для плазменного подогрева металла
Способ производства холоднокатаной нагартованной листовой стали
Способ охлаждения движущейся стальной горячекатаной полосы
Промежуточный ковш
Способ деформационно-термического производства листового проката
Способ производства листовой стали
Способ производства высокопрочной толстолистовой стали
Способ производства листовой стали с высокой износостойкостью
Способ производства толстолистового проката из свариваемой хромомарганцевой стали
Способ производства листов

