Результат интеллектуальной деятельности: СПОСОБ ВАРКИ СТЕКЛОМАССЫ И СТЕКЛОВАРЕННАЯ ПЕЧЬ С БАРБОТИРОВАНИЕМ СЛОЯ СТЕКЛОМАССЫ
Вид РИД
Изобретение
Изобретение относится к области производства в непрерывном режиме стекломассы для последующего изготовления стекольных изделий и может быть использовано при варке стекла и производстве стекольного полупродукта.
Известны способ для плавки и осветления стекломассы и устройство для его осуществления (RU 2246454, опублик. 20.02.2005), которое содержит, по меньшей мере, одну камеру для плавки, оборудованную горелками, запитываемыми природным газом и окислителем, например воздухом или кислородом, причем горелки располагаются так, чтобы направлять газы, образующиеся при сгорании, в объем стекломассы, ниже уровня стекла, загруженного в камеру для плавки. В устройстве обеспечивается поступление расплавленной стекломассы на осветление в виде "тонкого слоя". Отсек для осветления является статическим блоком и включает в себя канал для вытекания, состоящий из желоба и свода.
К недостаткам этого изобретения относится установка горелок внутри или снаружи плавильной камеры, что не позволяет регулировать процесс сжигания топлива, а следовательно обеспечивать необходимую температуру продуктов сгорания и их химический состав.
Известны способ для плавки и осветления стекломассы и печь для ее осуществления (FR 2888577, опублик. 19.01.2007), содержащая боковые стенки, свод, фронтальную стенку и по меньшей мере одну воздушную форсунку в сочетании с по меньшей мере одной форсункой для жидкого или газообразного топлива. По меньшей мере одна из указанных форсунок находится в боковых стенках, в своде или в фронтальной стенке. В печи осуществляют нагнетание воздуха и газообразного или жидкого топлива через форсунки, а каждый факел пламени создают только в непосредственной близости от зоны, где порошковое сырье покрывает стекломассу.
К недостаткам этого изобретения относится то, что процесс сжигания топлива происходит в режиме погружного горения, что приводит к перерасходу топлива и не позволяет управлять процессом горения.
Прототипом предложенного изобретения является способ для плавления остекловывающихся материалов и устройство для его осуществления (US 2005039491, опублик. 24.02.2005), в котором при получении расплава стекломассы используют модуль смешения, который снабжен по меньшей мере одним средством перемешивания, в виде барботеров или погружных горелок.
К недостаткам этого изобретения относится наличие по меньшей мере двух отдельных плавильных модулей и использование для перемешивания погружных горелок, а для плавления - электродов. Обе эти операции можно совместить в одном модуле, используя вдувание под уровень расплава струи продуктов сгорания.
В первом и втором объектах изобретения достигается технический результат, заключающийся в увеличении удельной производительности печи и стабилизации физических свойств стекломассы за счет увеличения межфазной поверхности, повышения температуры в ванне и интенсификации процесса ее перемешивания.
Указанный технический результат в первом объекте изобретения достигается следующим образом.
Способ варки стекломассы в печи с барботированием слоя стекломассы включает наварку слоя стекломассы в первой камере печи до рабочего уровня. Последующую непрерывную загрузку в слой стекломассы крупных и мелких фракций шихты с одновременным интенсивным барботированием слоя стекломассы высокотемпературными продуктами сгорания до образования максимально возможной межфазной поверхности в системе «шихта-стекломасса» и обеспечения температуры стекломассы не ниже 1500°С.
Эти условия интенсифицируют в слое стекломасссы протекание процессов плавления, силикатообразования, стеклообразования и гомогенизации.
Затем образовавшаяся в результате барботирования однородная по химическому составу и температуре стекломасса поступает в зону осветления и студки, расположенную под барботируемым слоем стекломассы.
При этом из слоя стекломассы интенсивно выделяются технологические газы, которые проходят через барботируемый слой в зону надслоевого пространства.
В этой зоне газы проходят первичную очистку и охлаждение. Осветленная стекломасса поступает на выработку.
Указанный технический результат во втором объекте изобретения достигается следующим образом.
Стекловаренная печь с барботированием слоя стекломассы имеет ограниченное стенами рабочее пространство, прямоугольное в поперечном сечении и разделенное на камеры.
В нижней части первой прямоугольной камеры на наружной стороне ее боковых стенок горизонтально расположены фурмы для подачи в слой стекломассы продуктов сгорания топлива и пылевидной фракции шихты.
К каждой из фурм с ее наружной стороны прикреплена камера сгорания топлива.
Стены первой камеры выполнены в виде металлических трубчатых кессонов с принудительным охлаждением и огнеупорной защитной набивкой на рабочей стороне.
Под первой камерой расположена вторая камера, а третья камера примыкает снаружи к одной из торцевых стен первой камеры. Вторая и третья камеры соединены между собой перетоком, расположенным в придонной части печи.
Третья камера оборудована блоком выпуска стекломассы. Стены второй и третьей камер выполнены из огнеупоров.
Над первой камерой расположена сообщающаяся с ней четвертая камера, стенки которой состоят из металлических трубчатых кессонов с принудительным охлаждением и огнеупорной набивкой на рабочей стороне. Металлические трубчатые кессоны четвертой камеры, составляющие ее потолок и торцевую стену, обращенную к третьей камере, объединены в радиационный воздухоподогреватель, входной коллектор которого соединен с устройством подачи воздуха, а выходной коллектор - с воздуховодами смесителей камер сгорания топлива.
Снаружи рабочего пространства печи со стороны четвертой камеры установлен котел-утилизатор, соединенный с выходом этой камеры. На торцевой стене четвертой камеры, противоположной третьей камере, установлено устройство загрузки крупных фракций шихты в первую камеру, оборудованное наклонным склизом, выполненным в виде металлической принудительно охлаждаемой конструкции с огнеупорной набивкой на рабочей стороне.
При этом фурмы подачи в слой стекломассы продуктов сгорания топлива и пылевидной фракции шихты, соединены с пневмотранспортом для подачи пылевидной фракции шихты.
Также камера сгорания топлива состоит из сопла, рабочей камеры и смесителя и выполнена водоохлаждаемой.
Подвод охлаждаемого агента к соплу и ее отвод от него выполнен отдельным от остальной части камеры сгорания топлива, а подвод подогретого воздуха к смесителю установлен тангенциально.
Камера сгорания изнутри имеет огнеупорную набивку.
Принципиальной особенностью процессов в барботажном слое, обеспечивающей высокие технико-экономические показатели, является максимально развитая межфазная поверхность в системе «шихта-стекломасса», что является следствием устранения с поверхности ванны куч шихты и ее загрузки в перемешиваемый слой в виде непрерывного потока, предельно высокая объемная тепловая нагрузка и интенсивный конвективный тепломассообмен. В сочетании с большой межфазной поверхностью это предопределяет высокую удельную производительность печей с барботажным слоем по перерабатываемому сырью.
Высокая температура слоя стекломассы и интенсивный барботаж газов сквозь него создают благоприятные условия для растворения тугоплавких составляющих шихты. В связи с обеспечением интенсивного перемешивания расплава быстрее достигается выравнивание его химического состава.
Высокие объемные тепловые нагрузки при заданной производительности создают условия для минимизации рабочего объема и размеров печи. Другое требование, предъявляемое к конструкции печей с барботажным слоем в связи с высокими тепловыми нагрузками и интенсивным перемешиванием ванны, заключается в замене огнеупорной футеровки рабочего пространства печи охлаждаемыми металлическими кессонами с огнеупорной набивкой. Подобная замена обусловливает длительную надежную работу печи без капитального ремонта ограждений. Повышенный отвод теплоты из рабочей камеры компенсируется путем его утилизации. Кроме этого предусматривается утилизация теплоты отходящих из печи высокотемпературных газов.
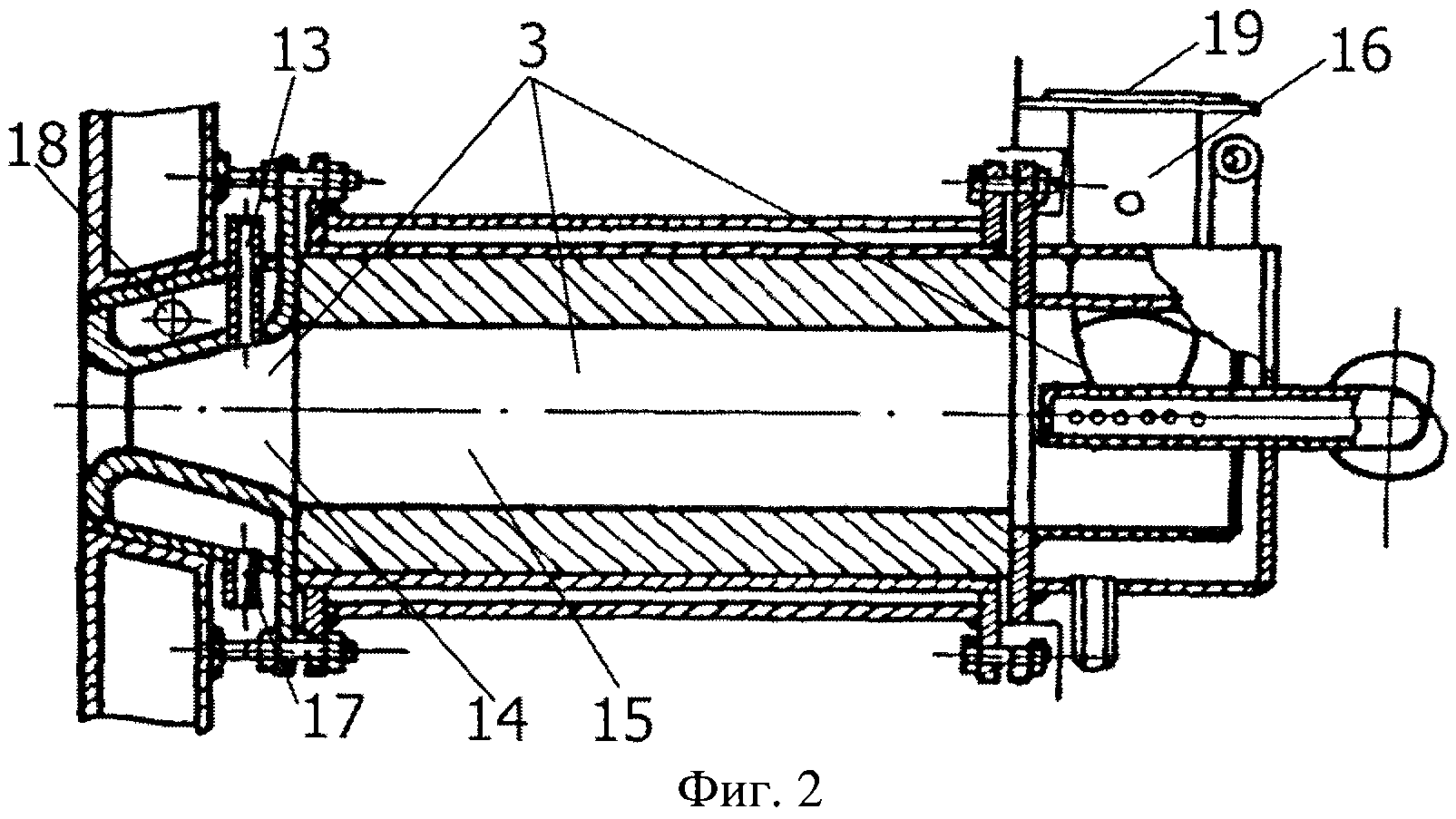
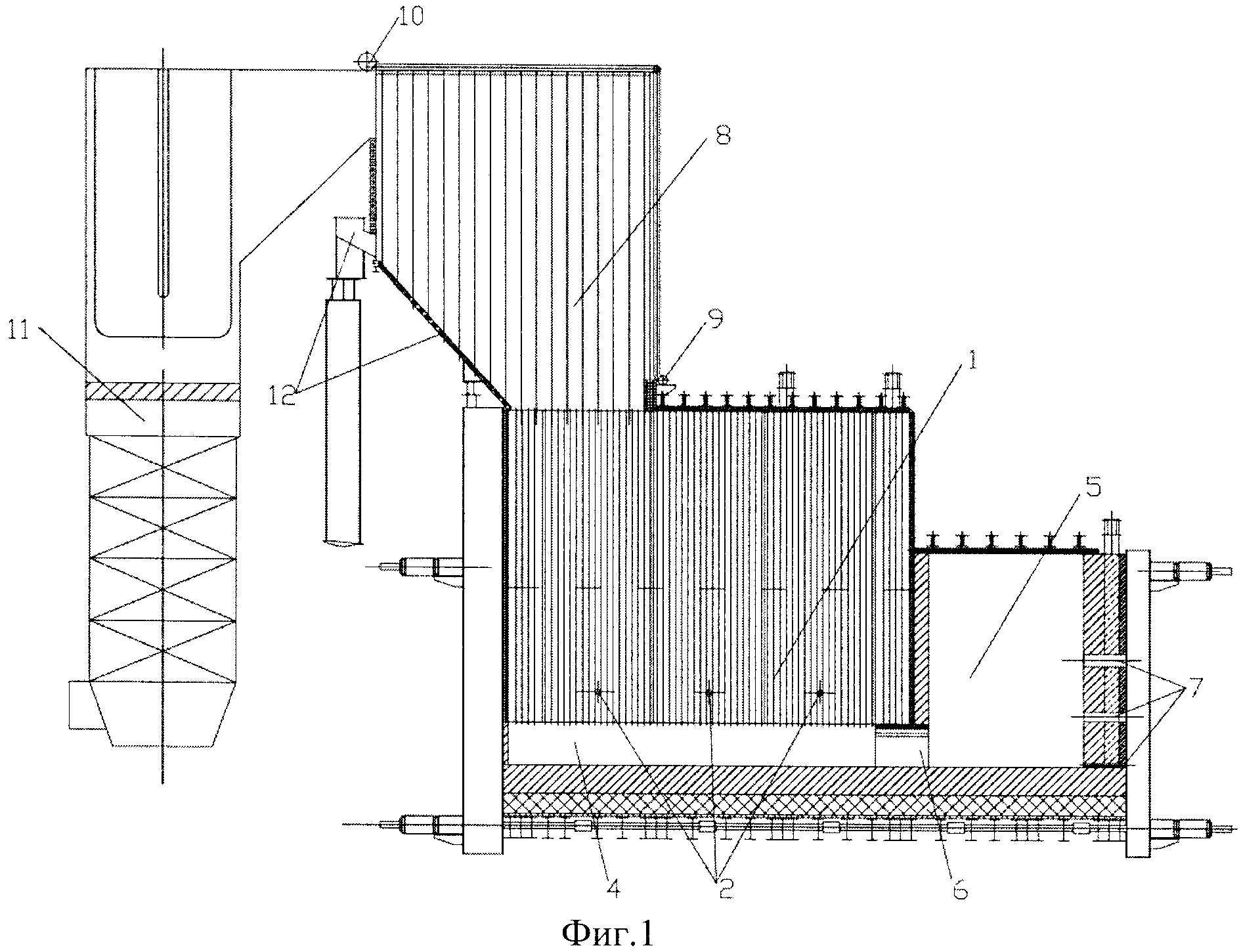
Изобретение поясняется чертежом, где на фиг.1 изображен общий вид стекловаренной печи с барботированием слоя стекломассы, на фиг.2 изображен общий вид камеры сгорания.
На чертеже показаны следующие блоки и элементы стекловаренной печи: первая камера 1 барботирования слоя стекломассы, фурмы 2 подачи в слой стекломассы продуктов сгорания топлива и пылевидной фракции шихты, камеры 3 сгорания топлива, вторая камера 4, третья камера 5, переток 6 между камерами 4 и 5, блок 7 выпуска стекломассы, четвертая камера 8 охлаждения и первичной очистки отходящих газов, входной коллектор 9 радиационного воздухоподогревателя, выходной коллектор 10 радиационного воздухоподогревателя, котел-утилизатор 11, устройство 12 загрузки крупных фракций шихты, устройство 13 для подачи пылевидной фракции шихты в сопло, сопло 14 камеры 3 сгорания топлива, рабочая камера 15 камеры 3 сгорания топлива, смеситель 16 камеры 3 сгорания топлива, подвод 17 воды к соплу камеры сгорания, отвод 18 воды от сопла камеры сгорания, подвод 19 подогретого воздуха к смесителю камеры сгорания.
Способ варки стекломассы осуществляется с использованием стекловаренной печи с барботированием слоя стекломассы следующим образом.
Процесс варки стекломассы можно разделить на пять этапов: силикатообразование, стеклообразование, гомогенизацию, осветление и студку.
Стадия силикатообразования заключается в расплавлении легкоплавких компонентов шихты и протекании в первичном расплаве всех химических реакций. Завершается она тем, что все основные оксиды шихты оказываются связанными в виде силикатов с кремнеземом. На скорость силикатообразования оказывает ускоряющее влияние возможно более раннее появление в шихте жидкой фазы. Этому способствует увеличение межфазной поверхности в системе «шихта-стекломасса», высокая концентрация теплоты в единице объема среды, окружающей плавящуюся шихту, повышение температуры шихты в зоне плавления (при повышении температуры шихты на 100-150°С процесс силикатообразования ускоряется в два раза), повышение интенсивности перемешивания плавящейся шихты и окружающей ее среды.
Стадия стеклообразования заключается в растворении оставшихся зерен кварца в первичном расплаве (после завершения первой стадии в расплаве остается примерно 25% кварца шихты, не вошедшего в состав силикатов). Процесс растворения связан с обменом массой кремниевой кислоты, образующейся на поверхности растворяющейся частички кремнезема, с окружающей ее стекломассой. Диффузионный пограничный слой, формируемый при этом на поверхности частички, тормозит процесс обмена. Для ускорения стадии стеклообразования, которая занимает примерно 60% от общего времени варки стекла, необходимо в максимальной степени уменьшить толщину диффузионного пограничного слоя на поверхности частичек кварца. Этого можно достичь за счет уменьшения вязкости и поверхностного натяжения первичного расплава, т.е. путем повышения его температуры и предельной интенсификации его перемешивания.
В процессе гомогенизации происходит выравнивание по объему ванны химического состава стекломассы. При этом она освобождается от свилей - объемов стекломассы, имеющих химический состав, отличный от среднего по ванне. Наличие в стекломассе свилей приводит к производству бракованных изделий, в частности к производству стекла с повышенной хрупкостью
Для ускорения процесса гомогенизации необходимо поднять температуру стекломассы и повысить интенсивность перемешивания стекломассы.
В процессе осветления происходит удаление из стекломассы видимых газовых включений. На скорость осветление оказывает влияние повышение температуры стекломассы, что снижает ее вязкость, и понижение парциального давления удаляемых из стекломассы компонентов газов в пространстве, расположенном над слоем осветляемой стекломассы.
В процессе студки температура стекломассы снижается до значений, обеспечивающих необходимую вязкость для выработки из нее изделий. В зависимости от вида получаемого стекла температуру стекломассы понижают на 150-300°С. В процессе студки необходимо учитывать склонность стекломассы к кристаллизации в определенном интервале температур, чтобы предотвратить этот процесс, а также обеспечить режим постепенного и равномерного охлаждения стекломассы без резких перепадов температур в ее объеме.
Стекловаренная печь представляет собой прямоугольный в сечении аппарат, рабочее пространство которого разделено на три технологические зоны.
Первая технологическая зона процессов силикатообразования, стеклообразования и гомогенизации представляет прямоугольную камеру 1 барботирования слоя стекломассы, заполненную расплавленным слоем стекломассы до рабочего уровня, продуваемым высокотемпературными продуктами сгорания.
Крупные фракции шихты непрерывно загружаются в камеру 1 в зоне надслоевого пространства по наклонному склизу устройства 12. Наклонный склиз выполнен в виде металлической принудительно охлаждаемой конструкции с огнеупорной набивкой на рабочей стороне. В процессе движения по наклонному склизу и далее в процессе свободного падения до поверхности барботажного слоя стекломасссы частицы шихты прогреваются до температуры 650°С за счет радиационно-конвективного теплообмена.
Устройство 12 загрузки крупных фракций шихты установлено на торцевой стене камеры 8, противоположной камере 5.
В нижней части камеры 1 на наружной стороне ее боковых стенок горизонтально расположена по крайней мере 1 фурма 2, через которую в слой стекломассы подаются продукты сгорания топлива и пылевидные фракции шихты. К каждой фурме 2 с ее наружной стороны прикреплена камера 3, обеспечивающая управляемый режим сжигания газообразного топлива.
Камера 3 состоит из сопла 14, рабочей камеры 15 и смесителя 16 и выполнена водоохлаждаемой.
Подвод 17 воды к соплу и ее отвод 18 от него выполнен отдельным от остальной части камеры 3. Подвод 19 подогретого воздуха к смесителю 16 установлен тангенциально, что улучшает смешение газовых компонентов.
Пылевидные фракции шихты подаются отдельно от крупных фракций непосредственно под уровень барботажного слоя через фурмы 2 с потоком продуктов сгорания. К фурмам 2 эти фракции подаются с помощью пневмоустройства 13 через сопло 14 камеры 3.
Камера 3 изнутри имеет огнеупорную набивку, обеспечивающую ее надежную работу при температурах до 2400°С.
Стены камеры 1 выполнены в виде металлических трубчатых кессонов с принудительным охлаждением и огнеупорной защитной набивкой на рабочей стороне.
В первой технологической зоне протекают и завершаются процессы силикатообразования, стеклообразования, растворения и плавления шихты, а также процессы гомогенизации. В зоне барботирования слоя стекломассы создается предельная для заданной температуры ванны объемная плотность теплоты. Это достигается путем продувки стекломассы высокотемпературными продуктами сгорания газообразного топлива. Расчетная температура продуктов сгорания на входе в барботажный слой принята равной 1750°С. Т.к. объемное теплосодержание газов как минимум на три порядка меньше чем объемное теплосодержание стекломассы, что связано с различием удельных плотностей газов и стекломассы (ρст=2274 кг/м3, ρг(1750)=0,27 кг/м3), то горячие газы при соприкосновении со стекломассой будут передавать ей избыточную теплоту и практически мгновенно приобретут температуру, равную температуре стекломассы, расчетное значение температуры стекломассы будет равно 1500°С во всех точках объема ванны. Равномерное распределение температуры стекломассы по объему связано с тем, что печь работает в зоне барботирования слоя стекломассы как аппарат идеального смешения. Идеальное смешение, имеющее место в барботажном слое, помимо равномерного распределения температуры по его объему, обеспечивает также абсолютно равномерный химический состав стекломассы в слое. Это исключает образование свилей и обеспечивает равномерное распределение всех фракций шихты по объему ванны. Таким образом, в барботажном слое стекломассы создаются предельно благоприятные условия для протекания основных технологических процессов стекловарения.
Вторая технологическая зона процесса осветления состоит из двух камер 4, 5. Камера 4 расположена под камерой 1, а камера 5 представляет собой копильник, примыкает снаружи к одной из торцевых стен камеры 1.
Камеры 4, 5 соединены между собой перетоком 6, расположенным в придонной части печи. Камера 5 оборудована блоком 7 выпуска стекломассы. Регулирование температуры стекломассы на выходе из печи осуществляется путем регулирования времени ее пребывания в зоне осветления изменением высоты выпускных отверстий.
Стены камер 4, 5 выполнены из огнеупоров. В этой технологической зоне отсутствует интенсивное перемешивание стекломассы, и она не может попасть в барботажный слой.
Стекломасса из камеры 1 опускается в зону осветления, где создаются благоприятные условия для интенсивного выделения из нее газовой фазы. Связано это с тем, что в зоне осветления статическое давление выше, чем давление в барботажном слое стекломассы и над его поверхностью. Соответственно, в этой зоне возникают благоприятные условия для перехода газовой фазы в барботажный слой стекломассы, а затем и в камеру 8.
Третья технологическая зона процессов охлаждения и первичной очистки отходящих газов включает камеру 8, расположенную над камерой 1 и сообщающуюся с ней. Эта зона включает также свободную от слоя стекломассы верхнюю часть камеры 1. Назначение третьей зоны - сепарация выносимых из барботажного слоя стекломассы брызг, подогрев крупных фракции шихты, поступающих в печь, и подогрев воздуха, направляемого на сжигание топлива. Отходящие газы из барботажного слоя стекломассы при температуре 1500°С проходят через зону надслоевого пространства и попадают в котел-утилизатор 11 с температурой 1110°С, где осуществляется их окончательное охлаждение до температуры уходящих газов, равной 220°.
Стенки камеры 8 состоят из металлических трубчатых кессонов с принудительным охлаждением и огнеупорной набивкой на рабочей стороне.
Металлические трубчатые кессоны камеры 8, составляющие ее потолок и торцевую стену, обращенную к камере 5, объединены в радиационный воздухоподогреватель, входной коллектор 9 которого соединен с устройством подачи воздуха, а выходной коллектор 10 с воздуховодами 19 смесителей 16 камер 3.
Снаружи рабочего пространства печи со стороны камеры 8 установлен котел-утилизатор, соединенный с выходом этой камеры.
Использование энерготехнологической стекловаренной печи с барботированием слоя стекломассы по предложенному изобретению позволяет увеличить удельную производительность печи и стабилизировать физические свойства стекломассы за счет обеспечения повышения температуры в варочном пространстве печи и интенсификации процесса перемешивания слоя стекломассы.
Способ переработки окисленных золотомышьяковистых руд
Способ получения металломатричного композита с наноразмерными компонентами
Способ получения изделий из композиционных материалов с наноразмерными упрочняющими частицами
Металлический наноструктурный сплав на основе титана и способ его обработки
Литейный алюминиевый сплав
Способ "гибридного" получения износостойкого покрытия на режущем инструменте
Электролизер для производства алюминия
Способ прокатки металлических полос
Способ изготовления сварных труб большого диаметра
Связка на основе меди для изготовления режущего инструмента со сверхтвердым материалом
Способ изготовления режущих элементов из сверхтвердых материалов
Способ переработки окисленных золотомышьяковистых руд
Способ получения металломатричного композита с наноразмерными компонентами
Способ получения изделий из композиционных материалов с наноразмерными упрочняющими частицами
Металлический наноструктурный сплав на основе титана и способ его обработки
Литейный алюминиевый сплав
Способ "гибридного" получения износостойкого покрытия на режущем инструменте
Электролизер для производства алюминия
Способ прокатки металлических полос
Способ изготовления сварных труб большого диаметра

