Результат интеллектуальной деятельности: СПОСОБ СБОРКИ ЛИНЕЙНОЙ ОСИ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, а именно к устройствам, обеспечивающим линейное перемещение головки для обработки изделия, и может быть использовано в высокоточном технологическом оборудовании, например, при обработке изделий лазерным инструментом.
Известен способ сборки линейной оси, включающий выверку положения опорной балки по плоскости установки направляющих, установку на нее индуктора привода каретки и направляющих, размещение на них каретки, крепление мерной ленты на боковую поверхность направляющей, а на каретку - датчик перемещения [1].
Однако при сборке длинномерной линейной оси необходимо выдержать одинаковое расстояние между мерной лентой и датчиком перемещения с допуском нескольких микрон по всей длине балки при перемещении каретки вдоль нее, что является трудоемким процессом и требует обработки балки (особенно при ее большой длине) на специальном оборудовании.
Несоблюдение одинакового расстояния между мерной лентой и датчиком перемещения по всей длине балки снижает точность позиционирования рабочего органа при эксплуатации устройства.
Результат, для достижения которого направлено данное техническое решение, заключается в улучшении качества сборки без применения крупногабаритного высокоточного оборудования:
Указанный результат достигается за счет того, что в способе сборки линейной оси, включающем выверку положения опорной балки по плоскости установки направляющих, установку на нее индуктора привода каретки и направляющих, размещение на них каретки, крепление мерной ленты на боковую поверхность направляющей, а на каретку - датчик перемещения, перед креплением мерной ленты и установки датчика к каретке крепят фрезерующее устройство и, перемещая каретку, производят фрезерование боковой поверхности направляющей.
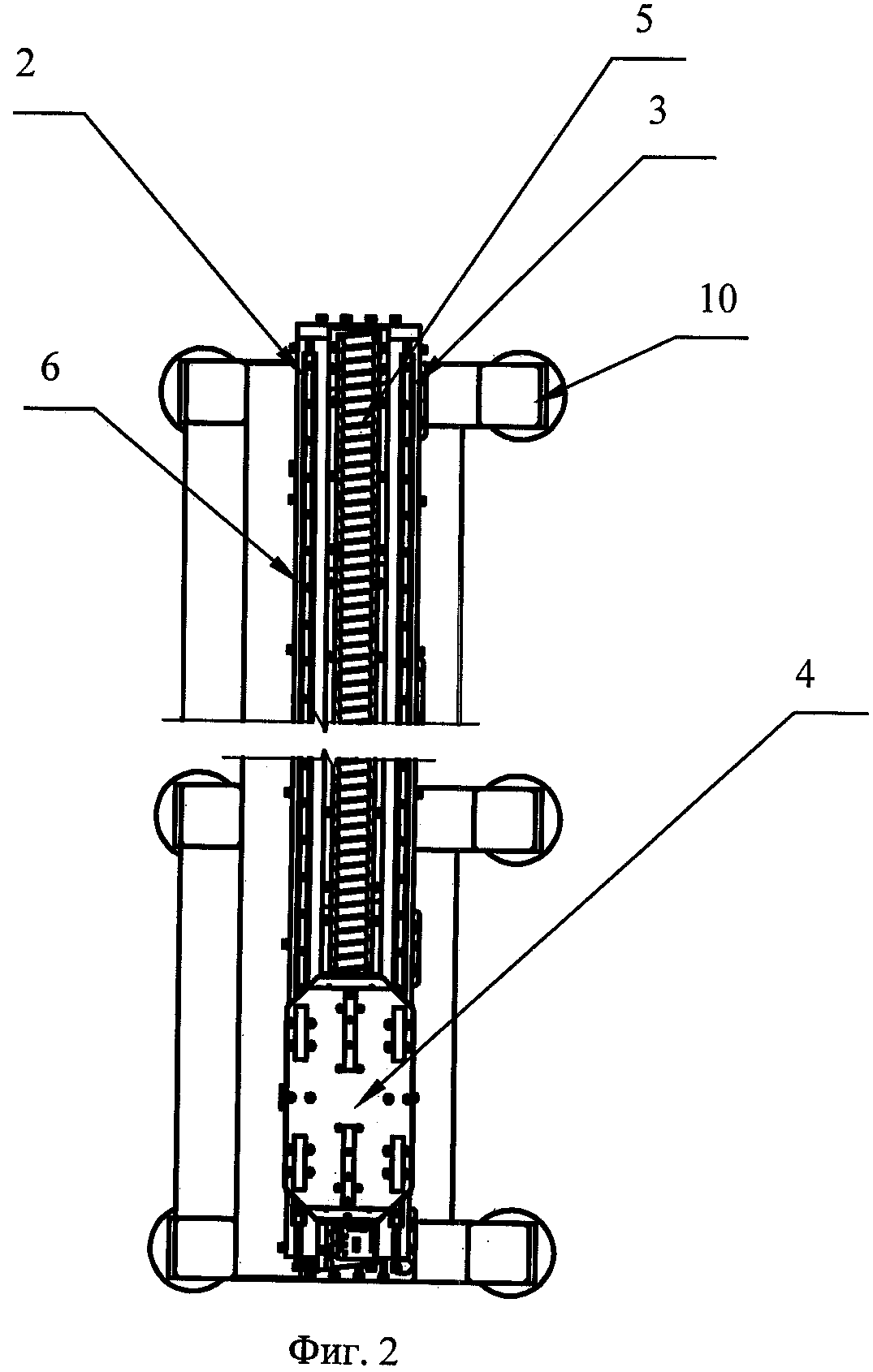
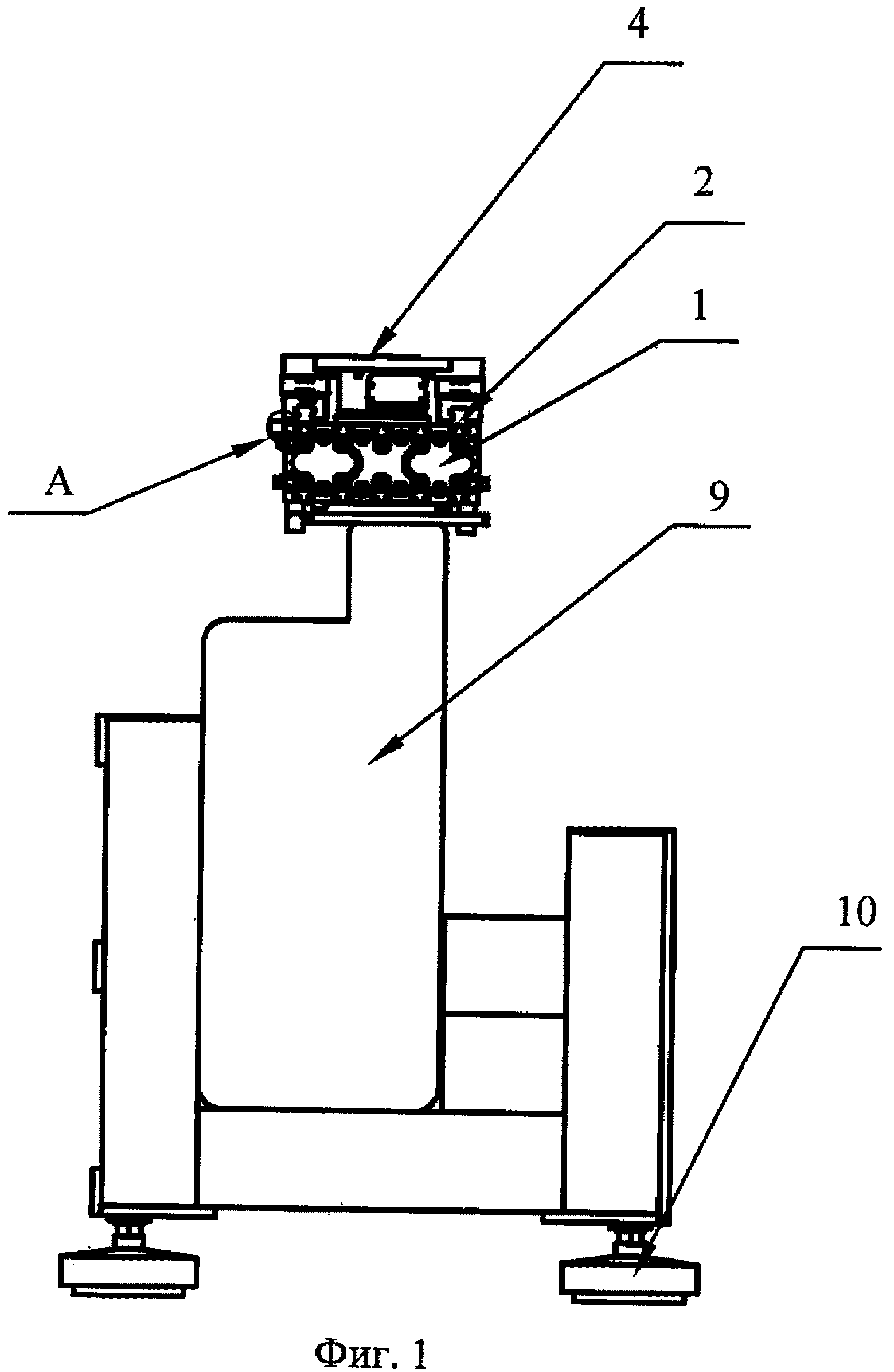
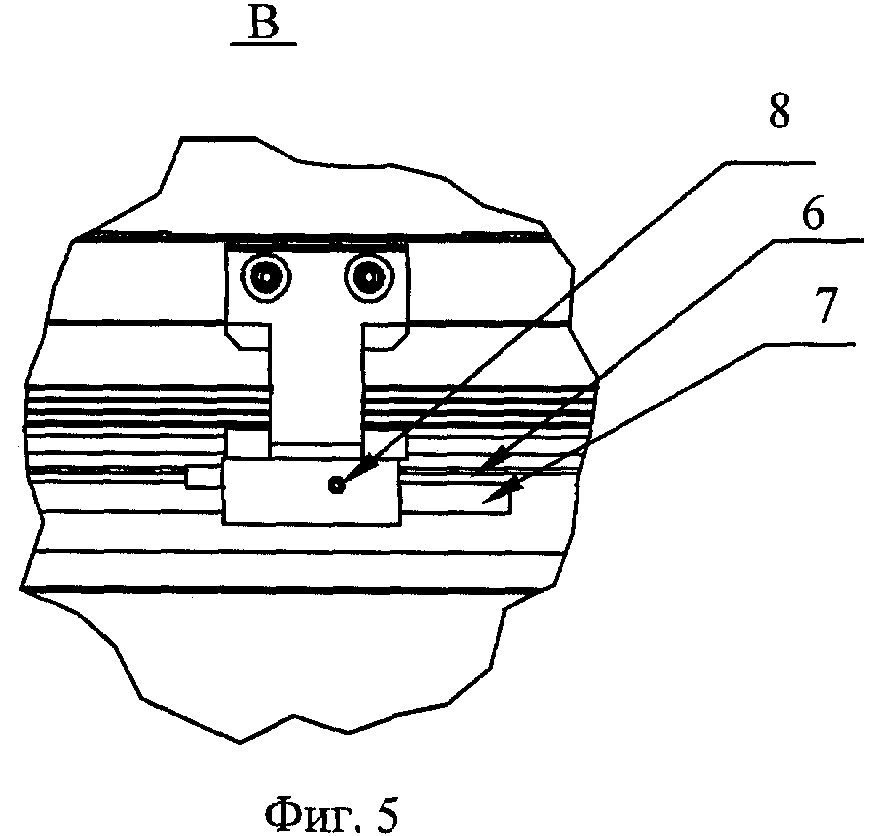
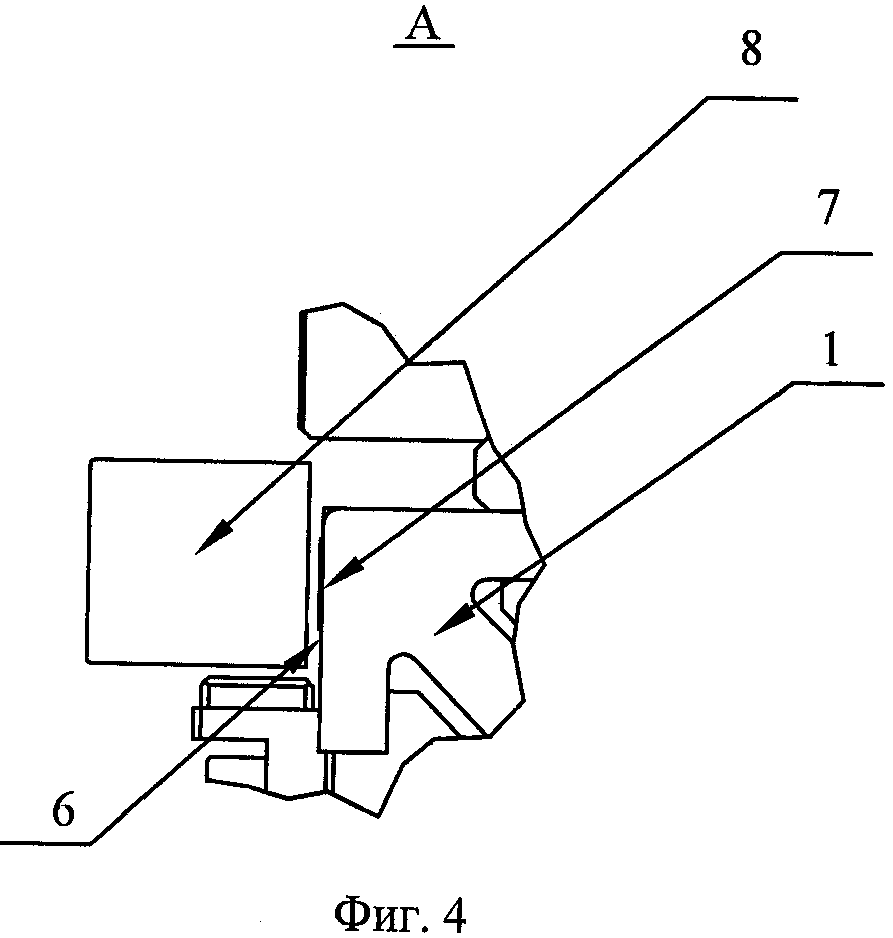
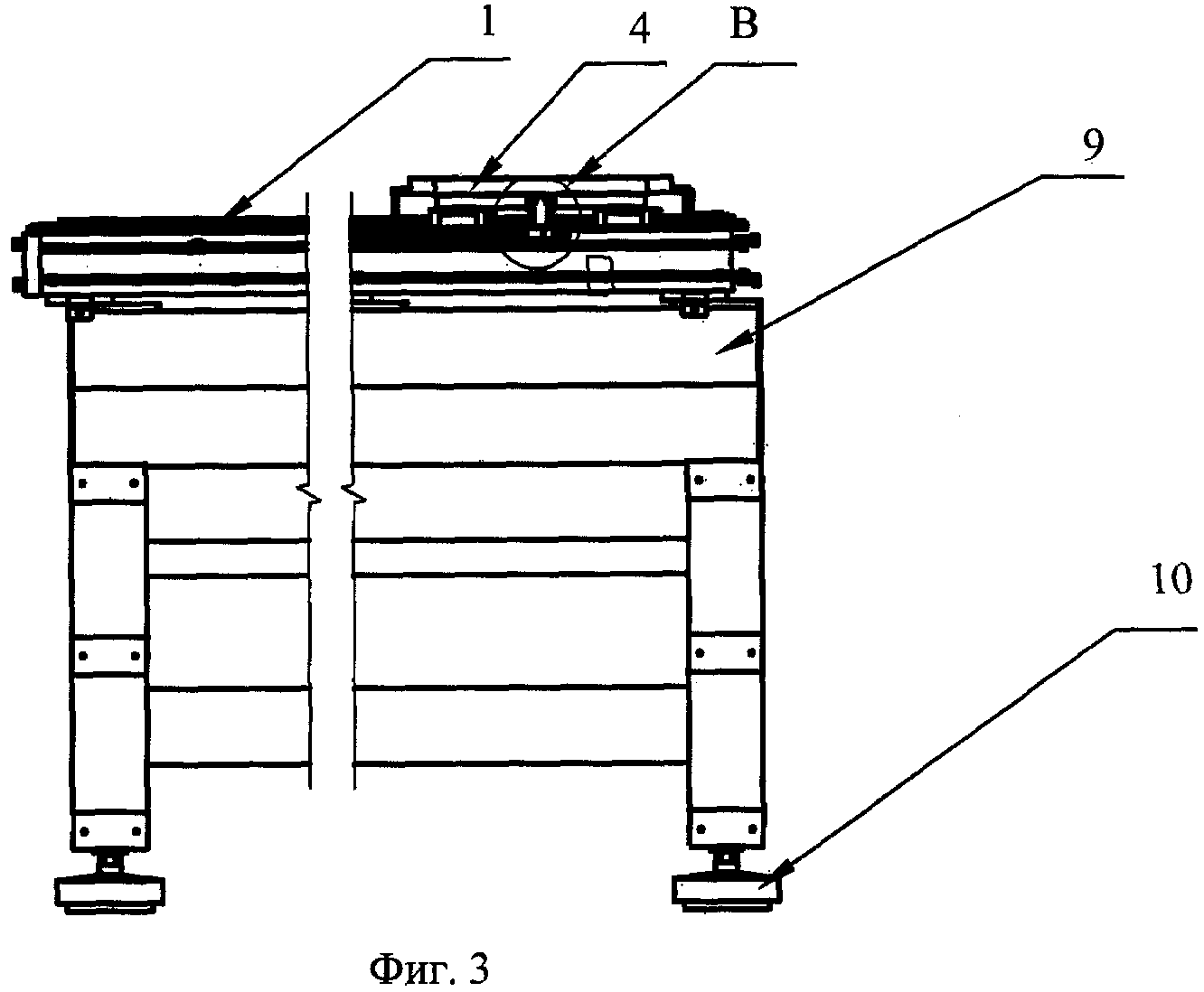
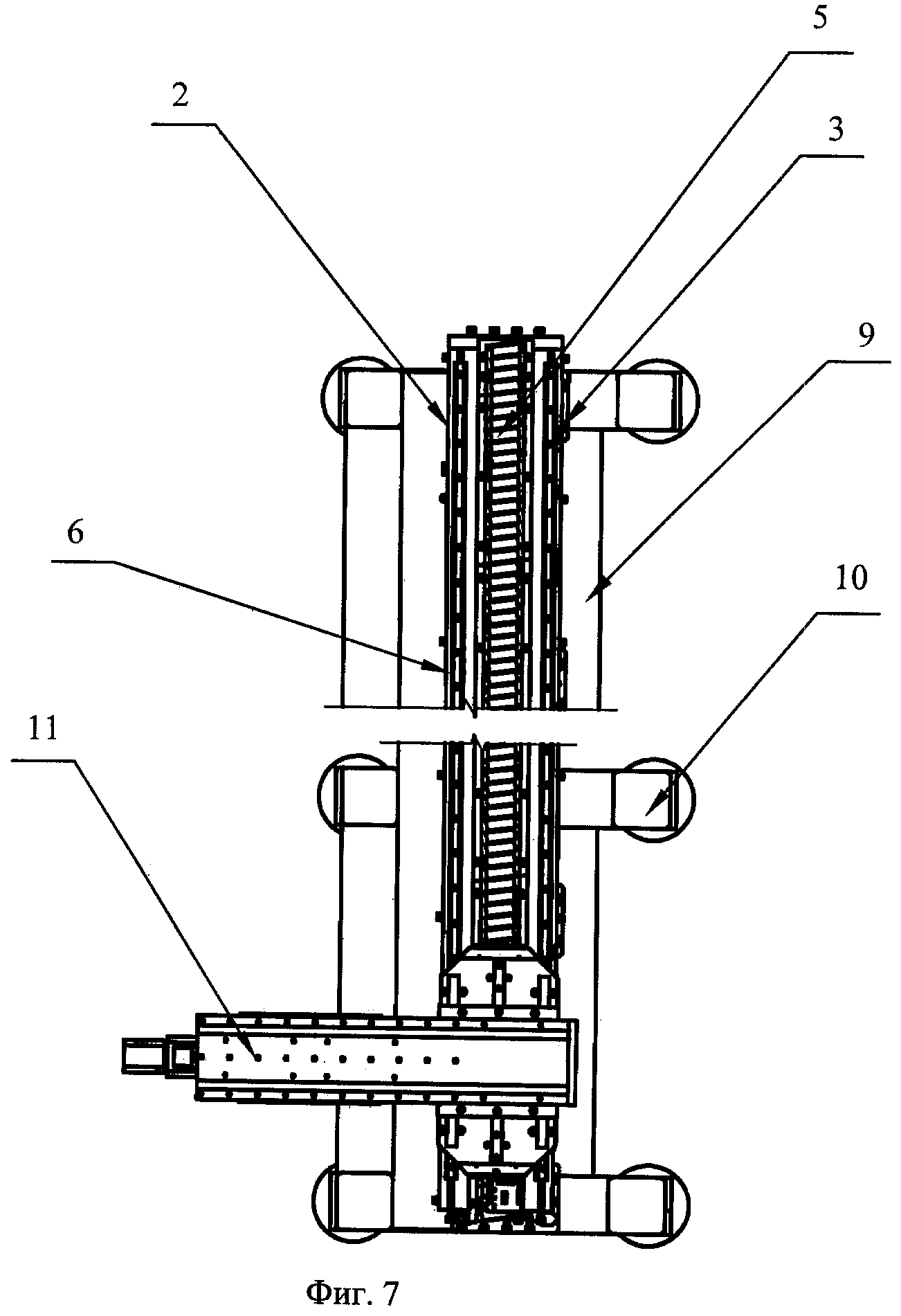
Изобретение поясняется чертежами, где на фиг.1 и 2 изображено заявляемое устройство (вид с торца устройства и сверху), на фиг.3 - вид сбоку, на фиг.4 - место А, на фиг.5 - место В, на фиг.6, 7 - вид соответственно с торца и сверху на линейную ось с установленным на ее каретке фрезерующим устройством.
Линейная ось состоит из опорной балки 1, на которой установлены направляющие 2, 3. На направляющих размещена каретка 4, имеющая привод, содержащий индуктор 5 и размещенный на каретке якорь с обмотками (не показаны). На боковой поверхности 6 направляющей крепится мерная лента 7. На каретку крепится датчик перемещения 8 на строго определенном расстоянии от мерной ленты 7. На каретку крепят рабочую головку, например лазерную (не показана). Балка установлена на основании 9.
Способ сборки линейной оси заключается в следующем. Опорными винтами 10 производят выверку положения опорной балки 1 по плоскости установки направляющих 2 и 3. Устанавливают на опорную балку 1 индуктор 5 и направляющие 2 и 3. На направляющих размещают каретку 4. На каретку крепят фрезерующее устройство 11 и, перемещая каретку, производят фрезерование фрезой 12 боковой поверхности 6 направляющей 2. Затем снимают с каретки 4 фрезерующее устройство 11 и устанавливают рабочую головку.
После фрезерования боковой поверхности направляющей производят крепление мерной ленты 7 на боковую поверхность 6 направляющей 2, а на каретку - датчик перемещения, и тем самым обеспечивают постоянный зазор между мерной лентой и датчиком, что позволяет повысить точность позиционирования рабочего органа при эксплуатации устройства.
Таким образом, данное техническое решение позволит:
- повысить точность позиционирования рабочего органа при эксплуатации устройства;
- улучшить качество сборки без применения крупногабаритного высокоточного оборудования:
- уменьшить время вспомогательных операций при сборке устройства;
- обеспечить изготовление на существующем оборудовании устройств большего типоразмера.
Источники информации
1. ЭСТО, НИИ электронного специального технологического оборудования. Лазеры и аппаратура ТМ «Машина лазерная для резки МЛ35-010 лд, Техническое описание и инструкция по эксплуатации НАБС.514.00.00.000 ТО», стр.42, Москва, 2010 г.
Способ сборки линейной оси, включающий выверку положения опорной балки по плоскости установки направляющих, установку на нее индуктора привода каретки и направляющих, размещение на них каретки, крепление мерной ленты на боковую поверхность направляющей, а на каретку - датчика перемещения, отличающийся тем, что перед креплением мерной ленты и установкой датчика перемещения перемещают каретку и производят фрезерование боковой поверхности направляющей посредством закрепленного на каретке фрезерующего устройства.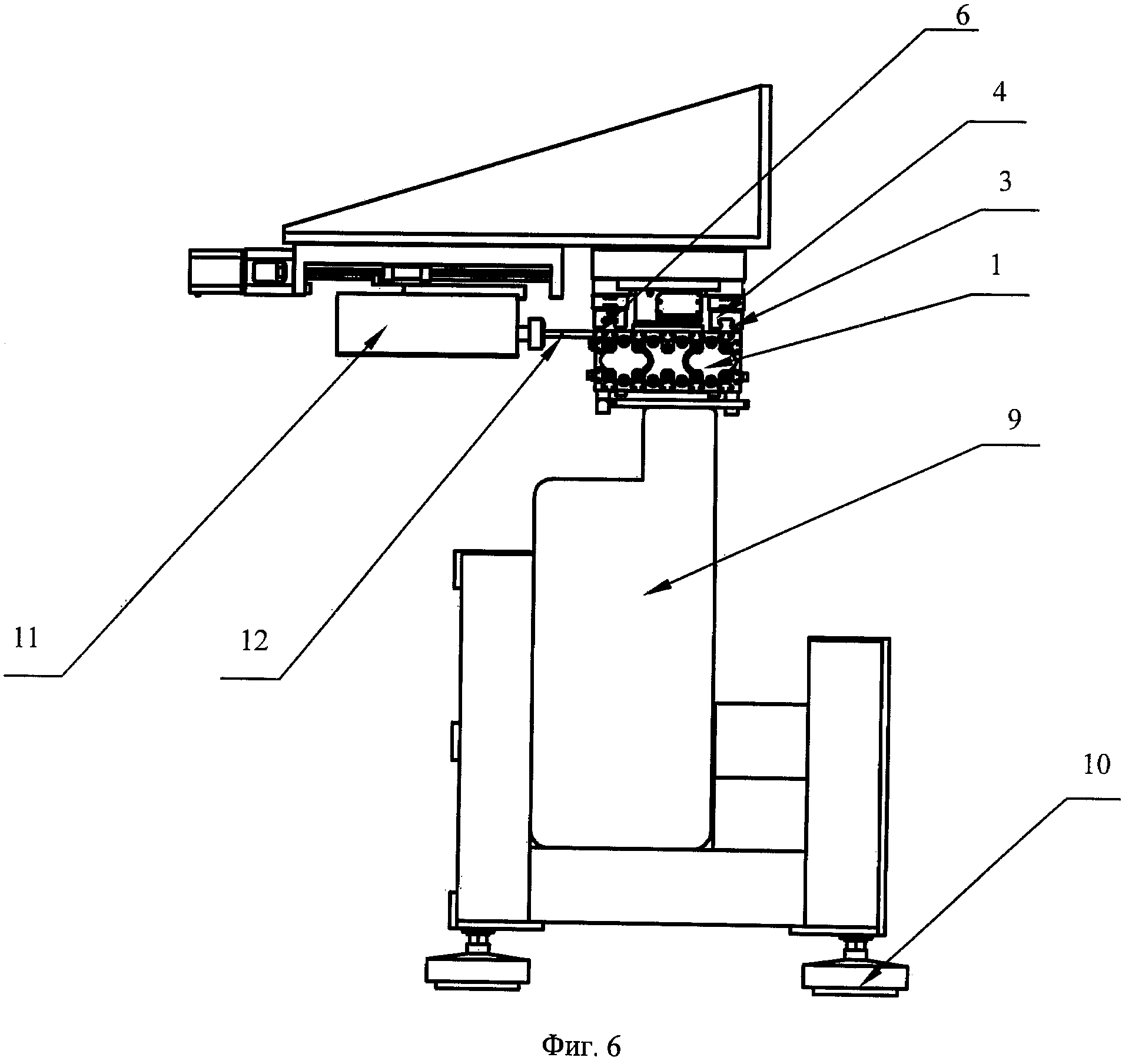
Способ лазерной обработки материалов и устройство для его осуществления
Поворотный стол
Координатное устройство
Способ лазерной обработки материалов и устройство для его осуществления
Устройство для лазерной подгонки резисторов
Координатное устройство
Способ изготовления координатного устройства
Фитотрон
Устройство для изготовления объемных изделий
Способ изготовления объемных изделий и устройство для его осуществления
Способ лазерной обработки материалов и устройство для его осуществления
Поворотный стол
Координатное устройство
Способ лазерной обработки материалов и устройство для его осуществления
Устройство для лазерной подгонки резисторов
Координатное устройство
Способ изготовления координатного устройства
Фитотрон
Устройство для изготовления объемных изделий
Способ изготовления объемных изделий и устройство для его осуществления

