Результат интеллектуальной деятельности: МЕХАНИЧЕСКАЯ ДЕТАЛЬ, СОДЕРЖАЩАЯ ВСТАВКУ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к механической детали, содержащей вставку из композитного материала, образованного керамическими волокнами в металлической матрице, а также к способу изготовления такой механической детали и к устройству намотки, разработанному для осуществления этого способа изготовления. Предлагаемое изобретение применяется к любому типу механических деталей, функция которых состоит главным образом в передаче однонаправленных усилий растяжения и/или сжатия.
В области авиационной техники, в частности, постоянная техническая задача состоит в оптимизации прочности механических деталей при обеспечении их минимальной массы и габаритных размеров. Таким образом, некоторые механические детали могут содержать вставку из композитного материала с металлической матрицей, причем такие детали могут быть моноблочными. Такой композитный материал содержит матрицу из металлического сплава, например сплава титана Ti, в толще которой располагаются волокна, представляющие собой, например, керамические волокна карбида кремния SiC. Такие волокна представляют прочность на растяжение и на сжатие, существенно более высокую, чем прочность титана. Таким образом, именно упомянутые волокна главным образом воспринимают усилия, а матрица из металлического сплава обеспечивает функцию связующего с остальной частью детали, а также защиту и изоляцию волокон, которые не должны входить в контакт друг с другом. Кроме того, керамические волокна являются устойчивыми к эрозии, но обязательно должны быть усилены металлом.
Композитные материалы описанного выше типа в области авиационной техники известны и применяются для изготовления дисков, валов, корпусов силовых приводов, кожухов, стоек, раскосов или в качестве подкрепляющих элементов для моноблочных деталей типа лопаток.
Технология изготовления таких деталей описана в патентном документе FR 2886290, являющемся репрезентативным для технологического уровня в данной области, предшествующего предлагаемому изобретению, причем в соответствии с этим документом основной этап изготовления состоит в осуществлении намотки пучка или слоя нитей с покрытием вокруг круглой цилиндрической детали перпендикулярно к оси вращения этой детали. Полученные таким образом детали описанного выше типа представляют собой круглые детали и специфическим образом подходят для реализации деталей круглой формы, таких, например, как валы, корпусы силовых приводов, кожухи или диски.
Однако некоторые механические детали должны обладать свойствами, отличными от свойств, представляемых круглыми деталями. Это относится, в частности, к рычагам, имеющим в основном продолговатую форму, причем функция такого рычага состоит в передаче однонаправленных усилий растяжения и/или сжатия.
Объектом предлагаемого изобретения является, в частности, способ изготовления механической детали, содержащей по меньшей мере одну вставку из композитного материала, образованного керамическими волокнами в металлической матрице, и способной передавать однонаправленные усилия растяжения и/или сжатия между своими концами.
Для этого в данном изобретении предлагается способ изготовления механической детали, содержащей по меньшей мере одну вставку из композитного материала с металлической матрицей, внутри которой располагаются керамические волокна, причем эта вставка из композитного материала изготавливается на основе множества пропитанных нитей, каждая из которых содержит керамическое волокно, покрытое металлической оболочкой, причем этот способ включает изготовление заготовки упомянутой вставки с этапом намотки пучка или связанного слоя нитей с покрытием вокруг некоторой цилиндрической детали. В соответствии с предлагаемым изобретением по меньшей мере часть упомянутой намотки осуществляется вдоль по меньшей мере одного прямолинейного направления. Кроме того, предлагаемый способ включает:
- этап вставления заготовки вставки в первый контейнер;
- этап горячего изостатического уплотнения упомянутого первого контейнера;
- этап механической обработки первого контейнера для формирования прямолинейной вставки.
После изготовления вставки предлагаемый способ изготовления механической детали продолжается следующими этапами:
- этап вставления упомянутой вставки во второй контейнер;
- этап горячего изостатического уплотнения упомянутого второго контейнера;
- этап механической обработки второго контейнера для формирования механической детали.
Полученная таким образом механическая деталь, например рычаг, предпочтительным образом позволяет передавать однонаправленные усилия растяжения и/или сжатия.
Предлагаемое изобретение относится также к устройству намотки, специально разработанному для осуществления способа изготовления в соответствии с этим изобретением.
Другие преимущества и характеристики предлагаемого изобретения будут лучше поняты из приведенного ниже подробного описания примеров реализации этого изобретения, где даются ссылки на приведенные в приложении фигуры, среди которых:
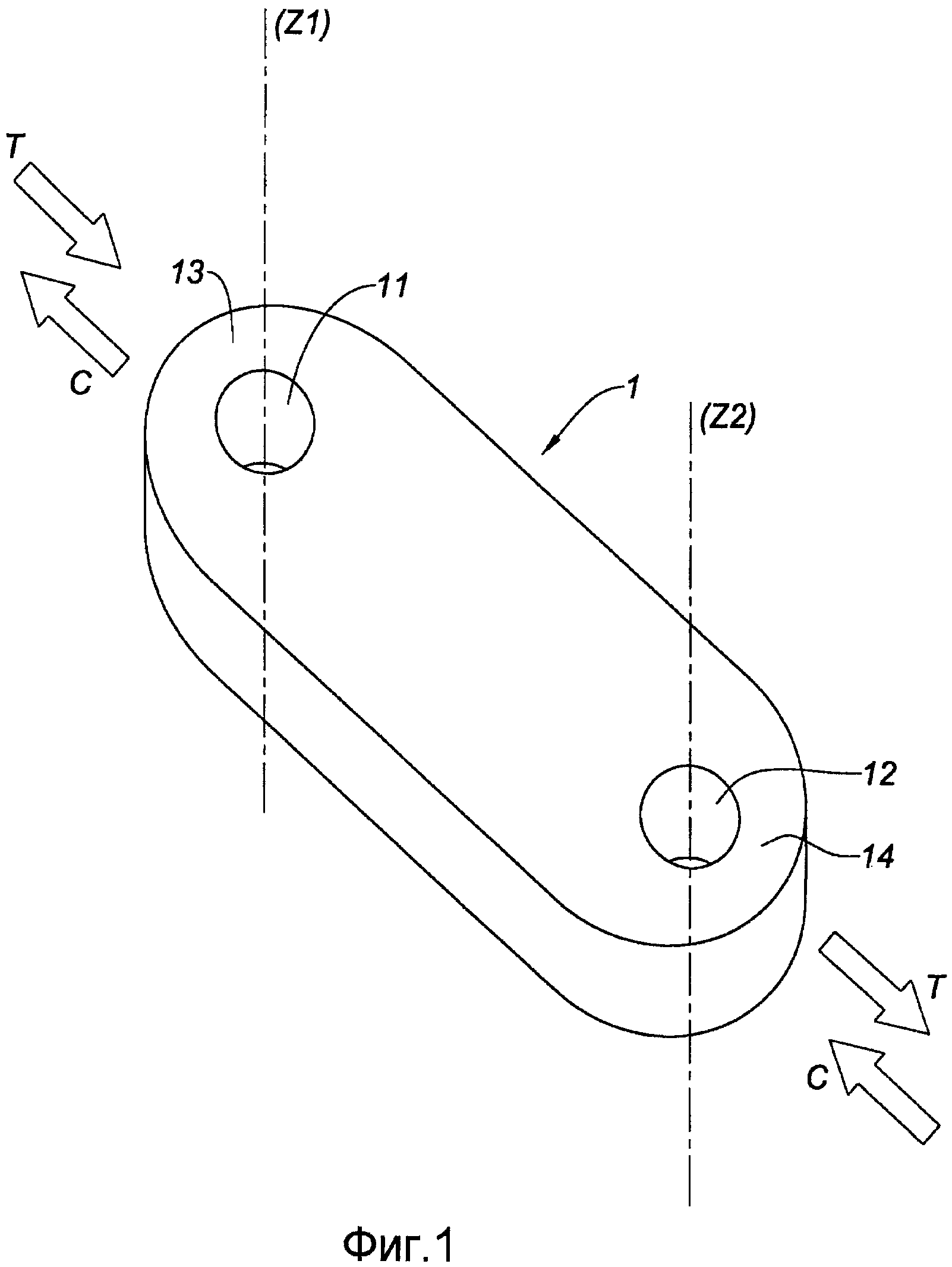
- Фиг.1 представляет собой схематический перспективный вид примера реализации механической детали в соответствии с предшествующим уровнем техники;
- Фиг.2 представляет собой схематический перспективный вид примера реализации устройства намотки в соответствии с первым способом реализации предлагаемого изобретения;
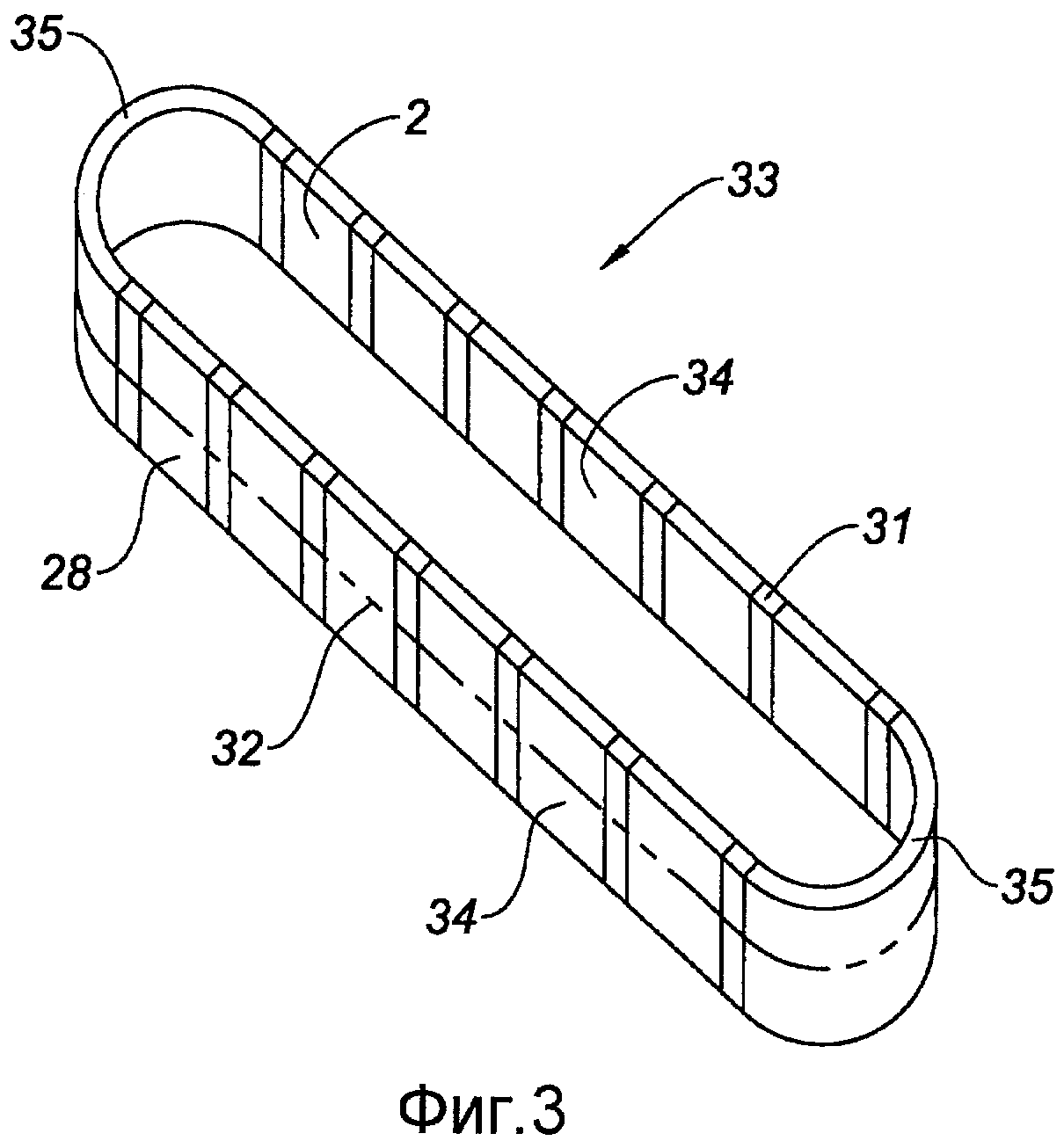
- Фиг.3 представляет собой схематический перспективный вид примера реализации заготовки вставки, полученной с использованием способа изготовления в соответствии с предлагаемым изобретением;
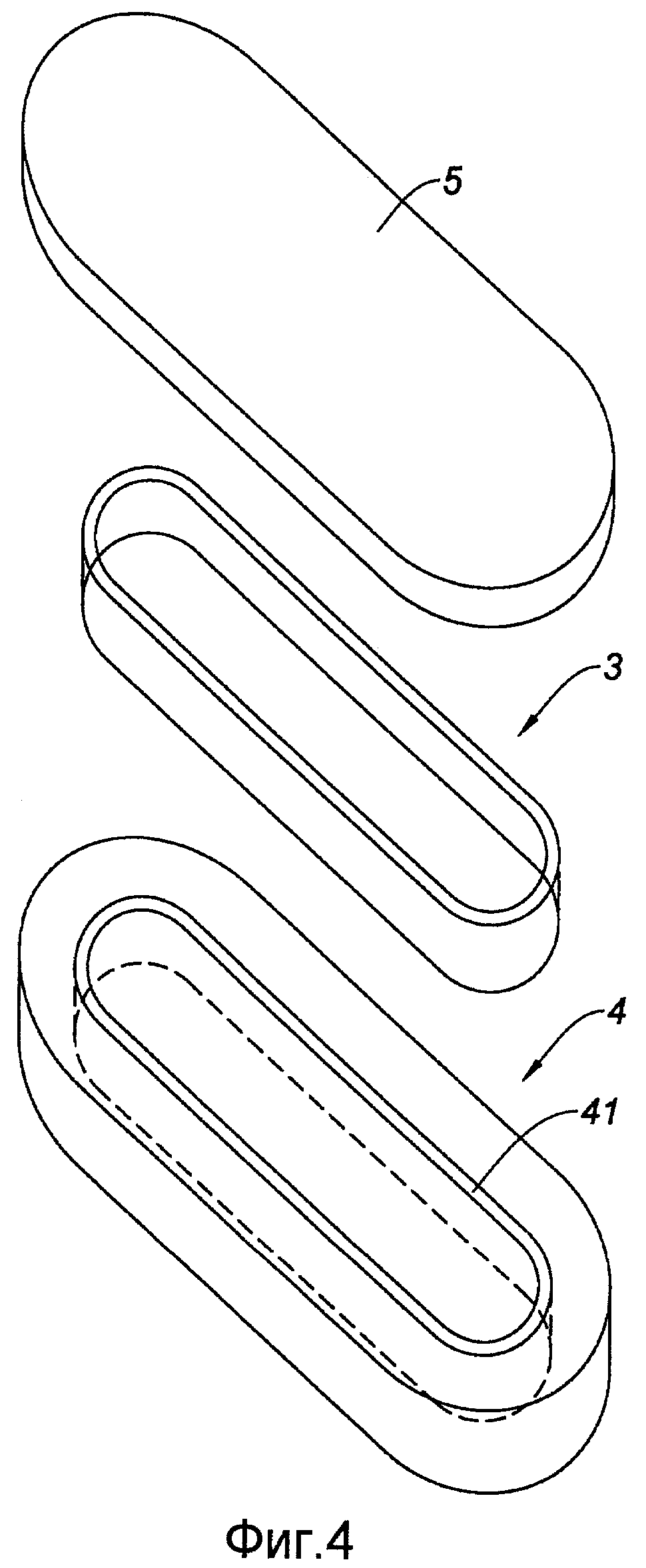
- Фиг.4 представляет собой схематический перспективный вид примера заготовки вставки, первого контейнера, предназначенного для приема этой заготовки вставки, и металлической крышки, предназначенной для перекрытия герметичным образом упомянутого контейнера и заготовки вставки;
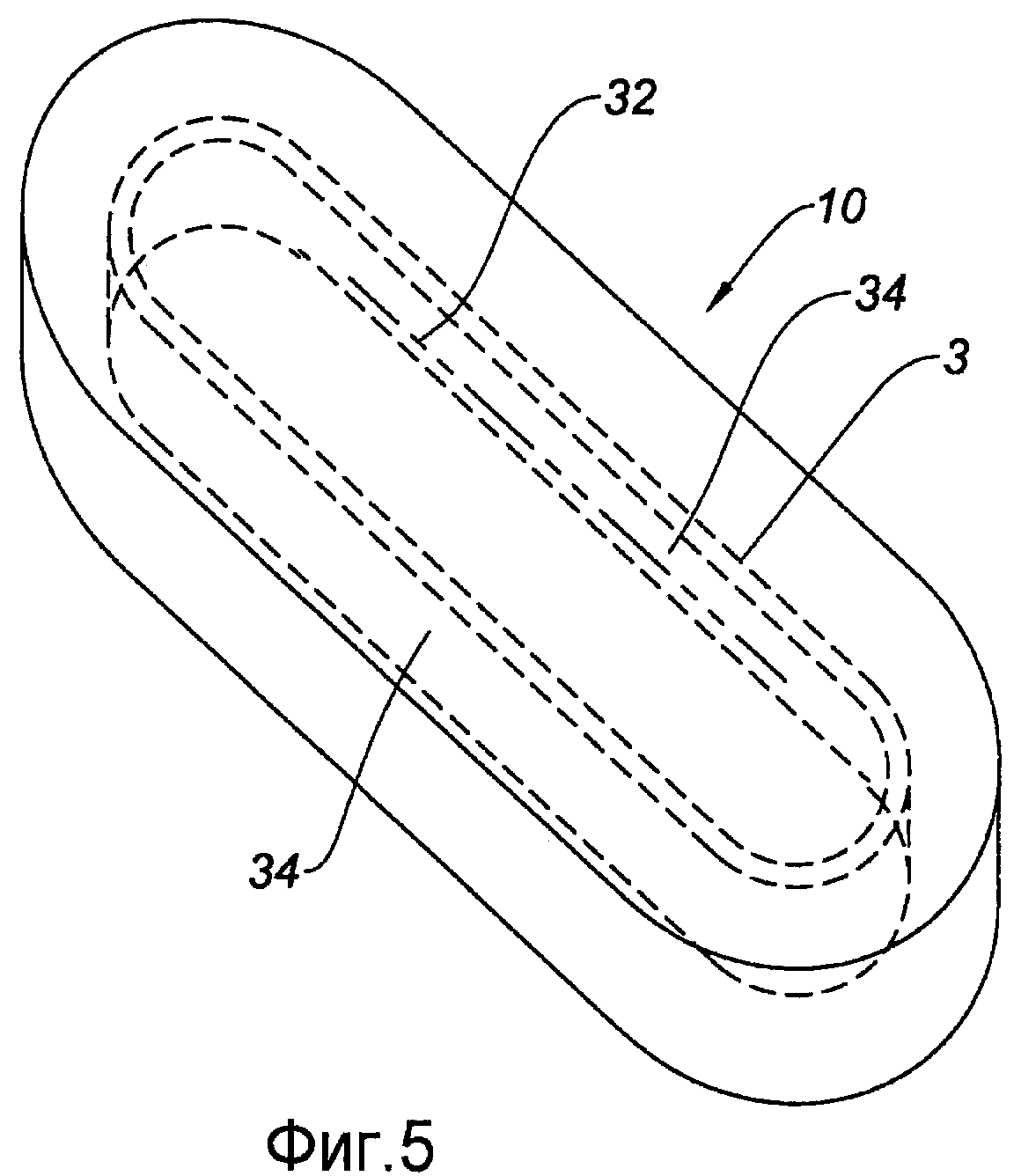
- Фиг.5 представляет собой схематический перспективный вид примера реализации промежуточной детали, полученной в процессе осуществления этапа процесса изготовления в соответствии с первым способом реализации предлагаемого изобретения;
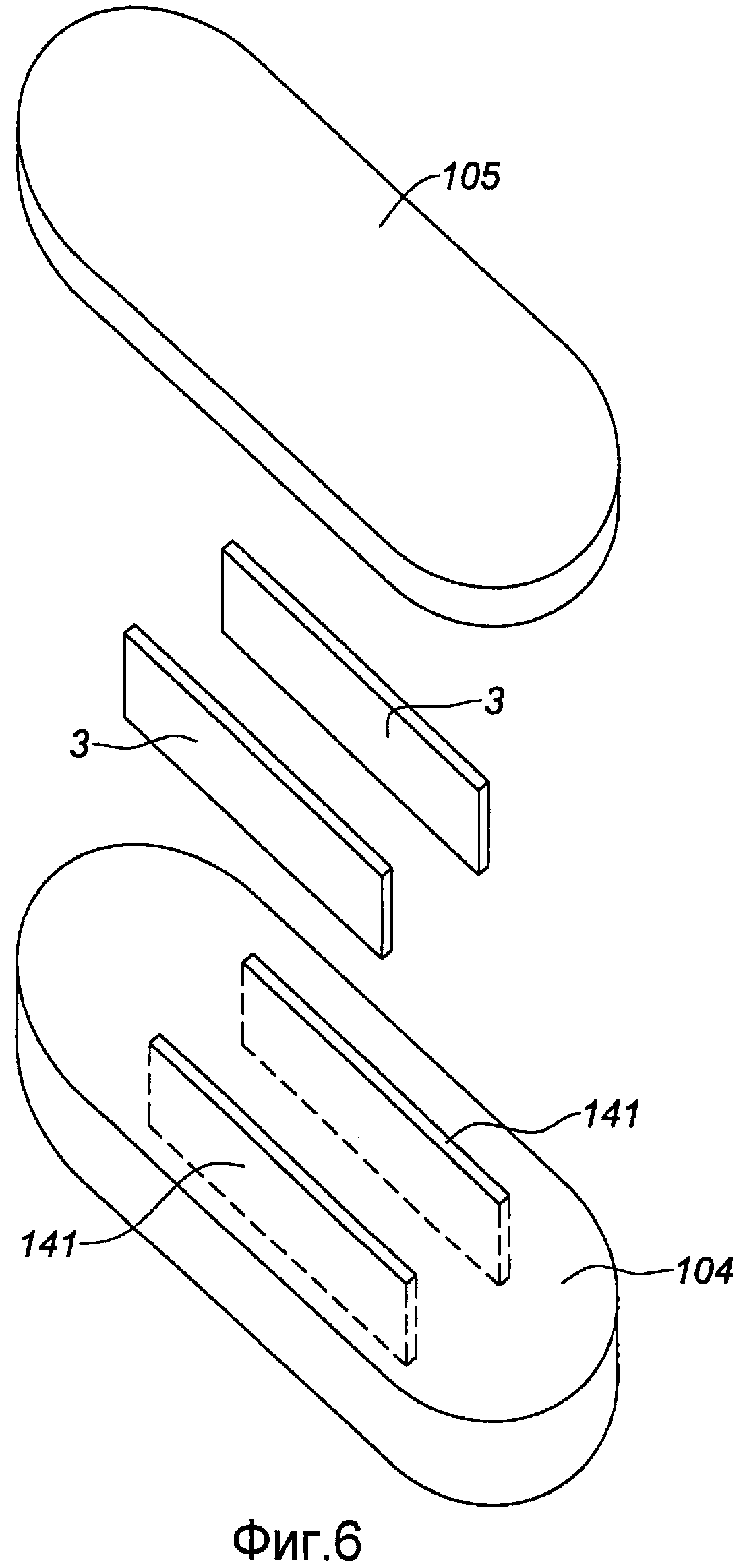
- Фиг.6 представляет собой схематический перспективный вид примера вставки, второго контейнера, предназначенного для приема заготовки вставки, и металлической крышки, предназначенной для перекрытия герметичным образом упомянутого контейнера и заготовки вставки;
- Фиг.7 представляет собой схематический перспективный вид примера реализации механической детали, полученной при использовании способа в соответствии с предлагаемым изобретением;
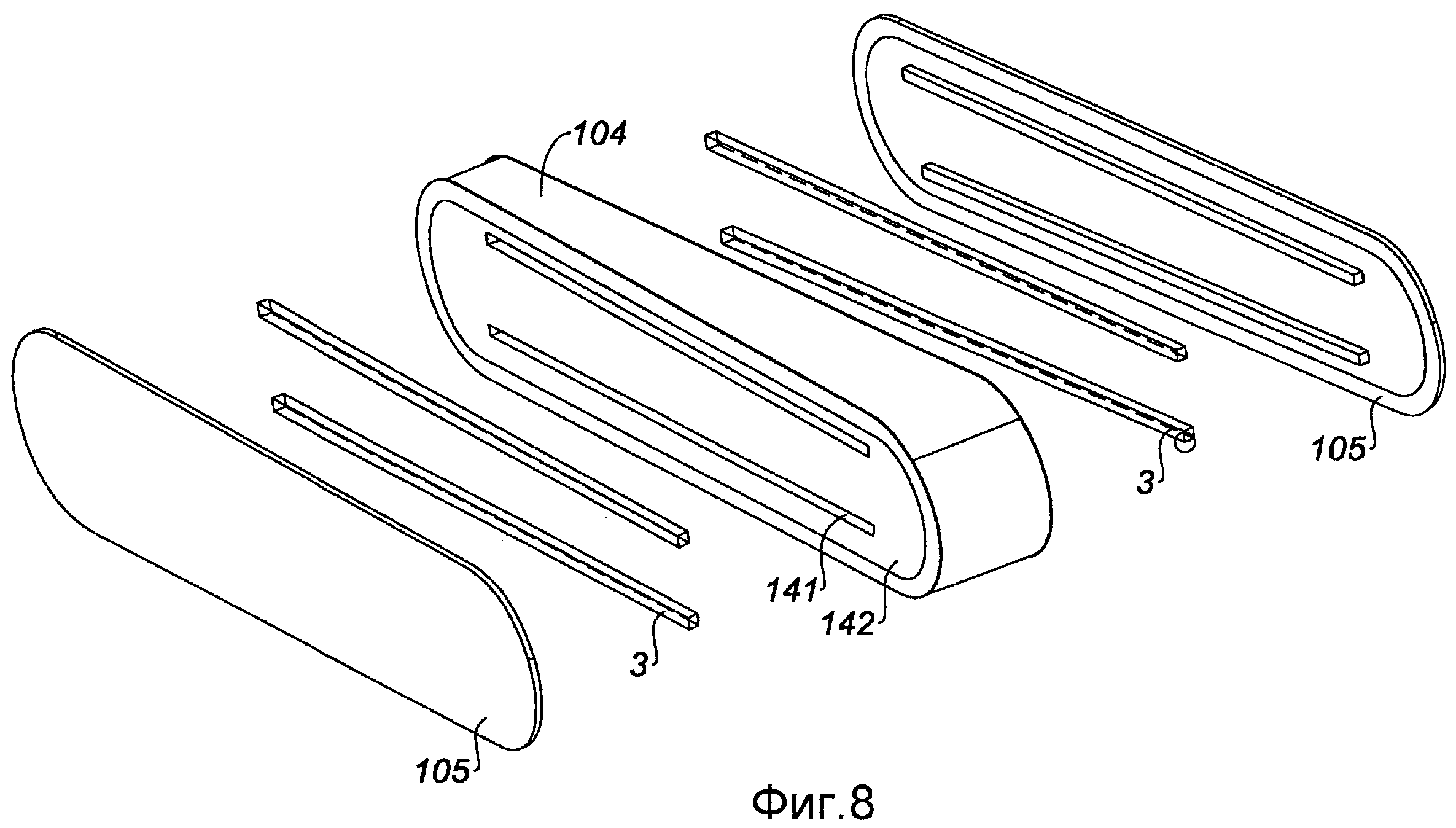
- Фиг.8 представляет собой схематический вид варианта реализации способа изготовления в соответствии с предлагаемым изобретением;
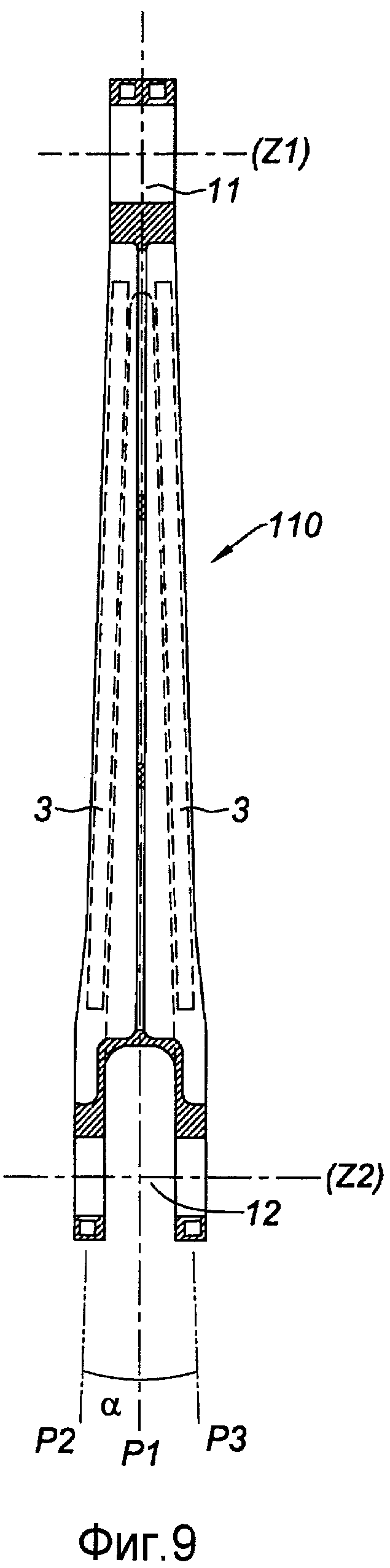
- Фиг.9 представляет собой схематический вид в разрезе примера реализации механической детали, полученной при использовании этого варианта реализации способа в соответствии с предлагаемым изобретением;
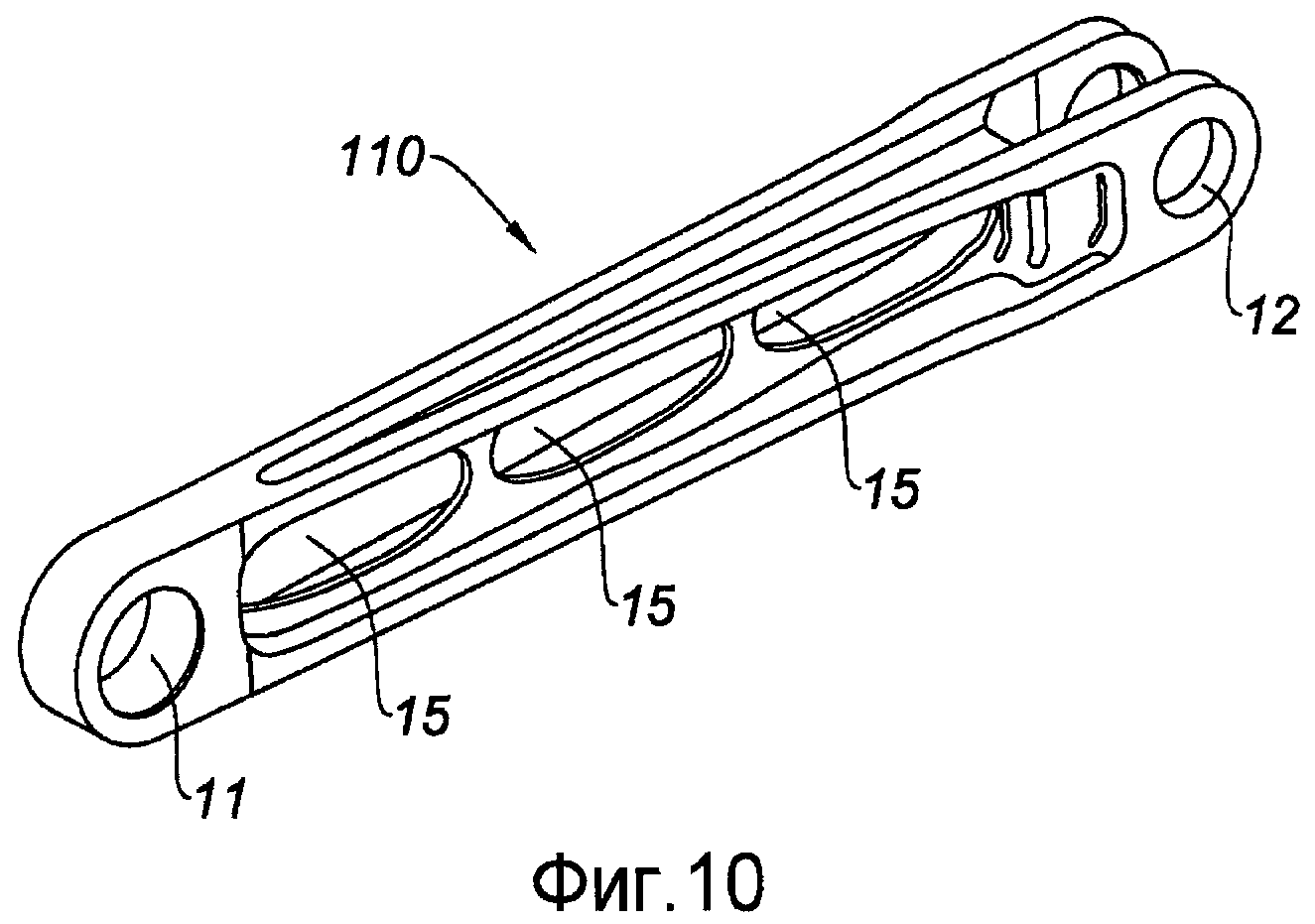
- Фиг.10 представляет собой схематический перспективный вид примера реализации механической детали, полученной при использовании варианта реализации способа в соответствии с предлагаемым изобретением;
- Фиг.11 представляет собой схематический вид заготовки вставки в соответствии с первым способом реализации предлагаемого изобретения;
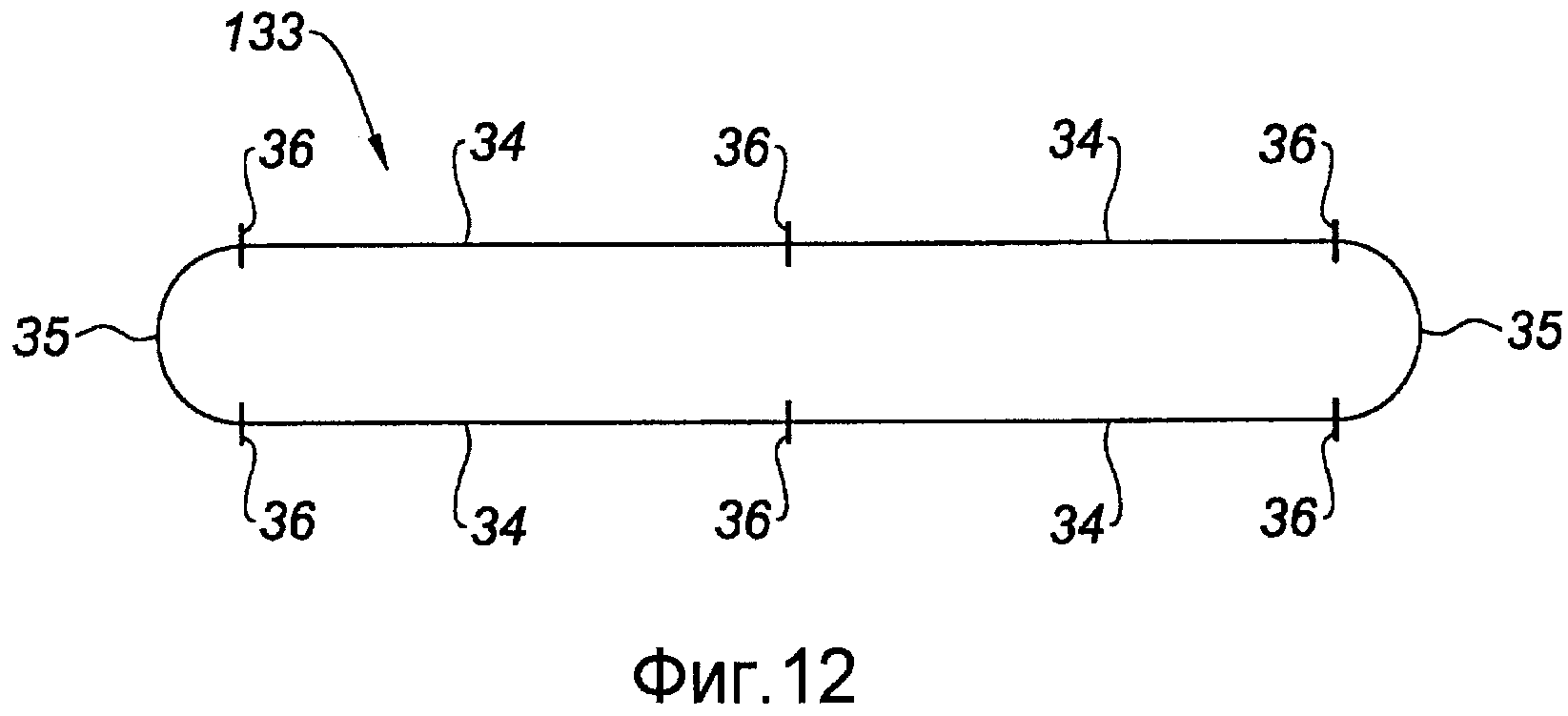
- Фиг.12 представляет собой схематический вид заготовки вставки в соответствии со вторым способом реализации предлагаемого изобретения;
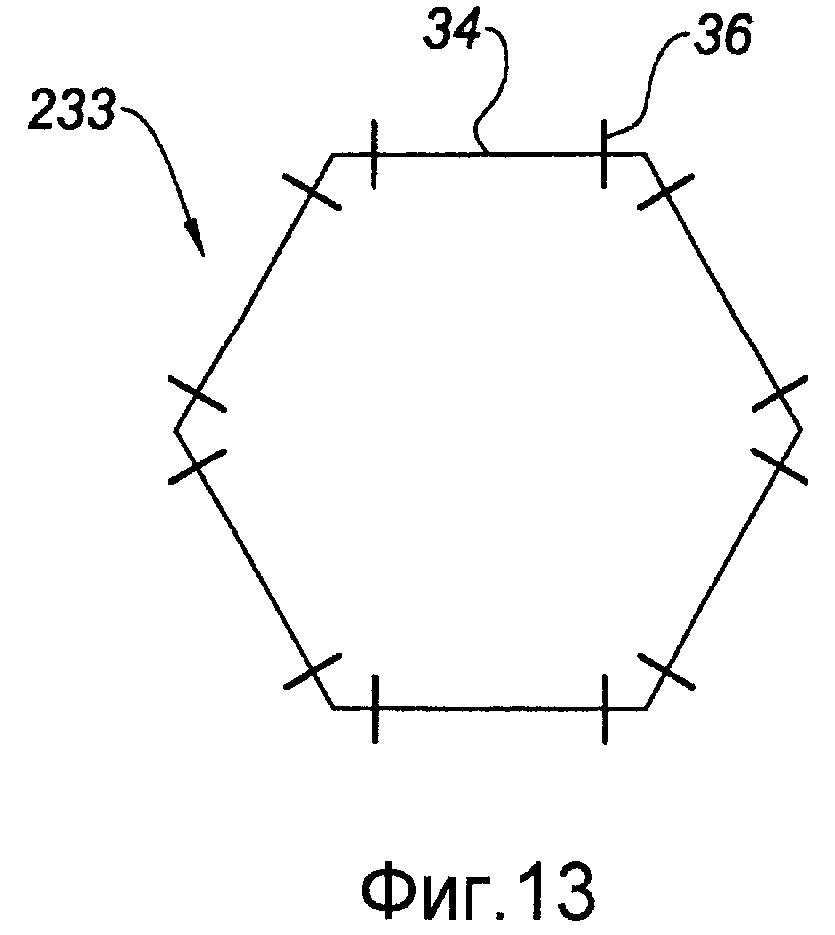
- Фиг.13 представляет собой схематический вид заготовки вставки в соответствии с третьим способом реализации предлагаемого изобретения;
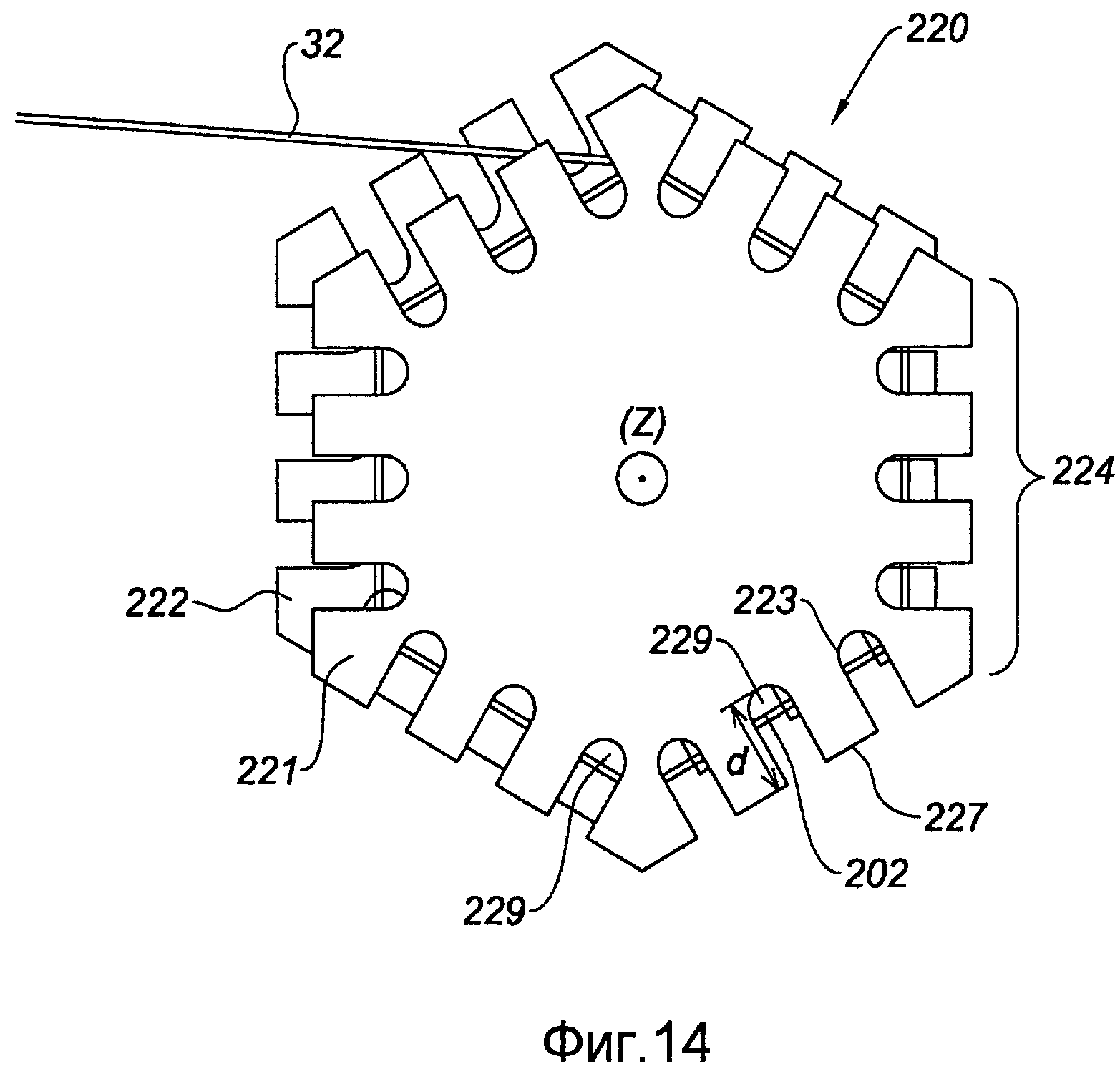
- Фиг.14 представляет собой схематический перспективный вид примера реализации устройства намотки в соответствии с третьим способом реализации предлагаемого изобретения;
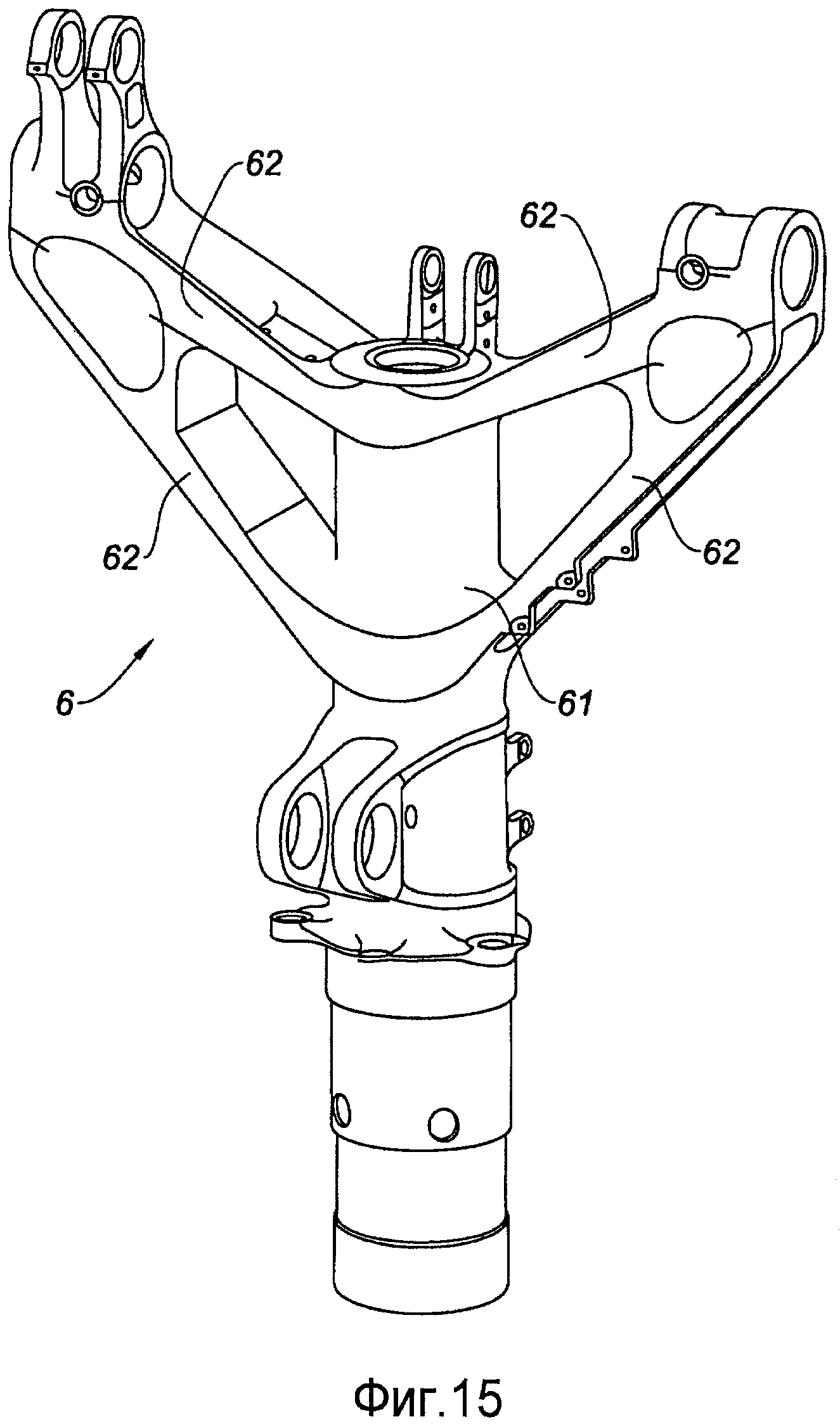
- Фиг.15 представляет собой схематический перспективный вид авиационного устройства для приземления, содержащего механическую деталь в соответствии с предлагаемым изобретением.
Технологии изготовления механической детали, содержащей вставку из композитного материала, описанные в патентном документе FR 2886290, могут быть использованы в рамках предлагаемого изобретения. Таким образом, технические указания, содержащиеся в этом документе, должны рассматриваться как входящие в состав предлагаемой заявки на изобретение, каковыми, не ограничительным образом, являются, например, структура нитей с покрытием, изготовление этих нитей, изготовление связанного слоя, состоящего из нитей с покрытием, закрепление этого слоя либо на металлической опоре, на которую этот слой наматывается, либо на полотне нижележащего слоя, соединение нитей сваркой при помощи лазера или контактным способом между двумя электродами, горячее изостатическое уплотнение и механическая обработка.
На фиг.1 представлен пример механической детали типа рычага 1, форма которой обычно является продолговатой, то есть имеет удлиненную форму. Эта деталь содержит два конца 13 и 14. Функция такого рычага 1 состоит в передаче движения и/или усилий растяжения Т и/или сжатия С между двумя деталями, шарнирно закрепленными на ее концах по отношению к параллельным между собой осям Z1 и Z2. Рычаг 1 содержит на каждом из своих концов 13 и 14 цилиндрические вырезы 11 или 12, оси которых соответствуют параллельным между собой осям Z1 и Z2. Рычаг 1 такого типа может быть использован, например, в конструкции устройства для приземления или в конструкции газотурбинного двигателя, содержащего рычаги восприятия тягового усилия.
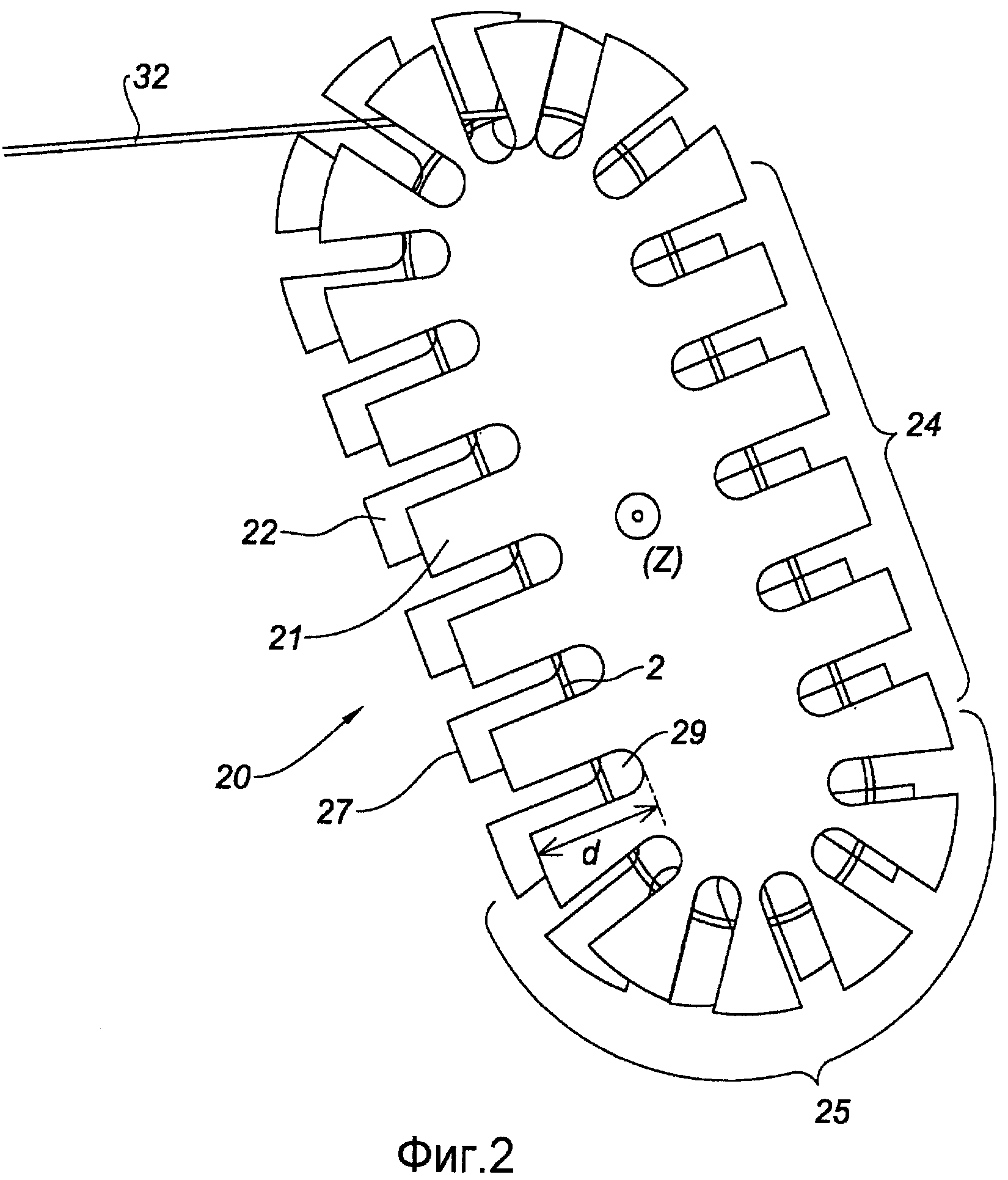
На фиг.2 представлен пример устройства 20 намотки в соответствии с первым способом реализации предлагаемого изобретения. В этом примере реализации устройство 20 намотки специфическим образом адаптировано для изготовления вставки 3 для механической детали 10 или 110 типа рычага. Это устройство 20 намотки содержит полую цилиндрическую деталь 2, имеющую продолговатую форму и выполняющую функцию каркаса, и два по существу идентичных фланца 21 и 22, имеющих продолговатую форму. Цилиндрическая деталь 2 имеет геометрию тела вращения, то есть геометрию, описывающую замкнутую структуру, чаще всего искривленную. Размеры фланцев 21 и 22 превышают размеры цилиндрической детали 2 таким образом, чтобы периферийная часть 27 каждого фланца 21 и 22 проходила за пределами цилиндрической детали 2. Цилиндрическая деталь 2 заключена между фланцами 21 и 22. Нити 32 наматываются на эту цилиндрическую деталь 2 в том случае, когда устройство 20 намотки приводится во вращательное движение относительно оси Z намотки. Фланцы 21 и 22 удерживают в осевом направлении нити 32 с покрытием и направляют их движение.
Устройство 20 намотки принадлежит к совокупности оборудования, образующего систему намотки. Эта система намотки дополнительно содержит средства, предназначенные для приведения во вращательное движение устройства 20 намотки, и средства подачи пучка или связанного слоя нитей 32 с покрытием.
Цилиндрическая деталь 2 содержит два прямолинейных участка 24 намотки. Эти прямолинейные участки 24 намотки ориентированы перпендикулярно по отношению к оси Z намотки. Таким образом, по меньшей мере часть намотки нитей 32 вокруг цилиндрической детали 2 осуществляется вдоль прямолинейного направления. Намотка нитей 32 с покрытием осуществляется перпендикулярным образом по отношению к оси Z намотки или, говоря другими словами, эти нити 32 с покрытием ориентированы по существу перпендикулярно по отношению к оси Z намотки.
В примере, представленном на фиг.2, эти прямолинейные участки 24 намотки являются параллельными друг другу и располагаются между двумя закругленными участками 25. При этом имеется возможность изменять размерные параметры цилиндрической детали 2, в частности ее толщину в осевом направлении Z, длину прямолинейных участков 24 намотки и радиус кривизны закругленных деталей 25, в зависимости от желаемых размерных параметров вставки 3. Закругленные детали 25 также могут иметь различные радиусы. Таким образом, прямолинейные участки 24 намотки могут и не быть параллельными друг другу.
Намотка вокруг цилиндрической детали 2, содержащей прямолинейные участки 24 намотки, позволяет достаточно быстро сформировать заготовку 33 вставки 3, содержащей по меньшей мере одну прямолинейную образующую, сформированную большим количеством нитей 32 с покрытием, параллельных между собой и ориентированных в одном направлении.
Будучи намотанной, заготовка 33 вставки 3 может быть извлечена из устройства 20 намотки в результате отсоединения фланцев 21 и 22 друг от друга. При этом форма изготовленной таким образом заготовки 33 вставки 3 должна быть зафиксирована для того, чтобы исключить потерю нитями 32 их заданной пространственной ориентации. Для достижения этой цели могут быть использованы различные технологии.
Первая технология удержания формы заготовки 33 вставки 3 состоит в том, чтобы предусмотреть, на начальной стадии намотки, этап намотки первого слоя металлической фольги закрепления внутренней части заготовки 33 вставки 3 и предусмотреть, на конечной стадии намотки, этап намотки второго слоя металлической фольги 28 закрепления наружной части заготовки 33 вставки 3. В этом примере реализации первый слой металлической фольги образует цилиндрическую деталь 2. Таким образом, нити 32 с покрытием оказываются расположенными между слоями 2 и 28 металлической фольги, как это представлено на фиг.3.
В то же время, как это проиллюстрировано на фиг.2, каждый фланец 21 и 22 содержит вырезы 23 на своей периферийной части 27. Каждый вырез 23 фланца 21 располагается против выреза 23 фланца 22, формируя таким образом пару вырезов 23. Крепление металлических поясов 31 облегчается в результате размеров вырезов 23, проходящих в направлении внутрь фланцев 21 и 22 на глубину d. Эта глубина d вырезов 23 должна быть такой, чтобы она позволяла обеспечить доступ к внутренней полой части 29 цилиндрической детали 2, которая располагается вокруг сердечника устройства 20 намотки, не показанного на фиг.2, содержащего чередующимся образом вырезы и зубцы, причем вырезы этого сердечника располагаются в фазовом соответствии с вырезами 23 фланцев 21 и 22. При этом глубина d проходит за пределы поверхности намотки цилиндрической детали 2.
Каждая пара вырезов 23 предназначена для обеспечения возможности крепления металлического пояса 31. Эти металлические пояса 31 выполнены из металлического материала, идентичного материалу контейнеров 4 и 104, описанных далее со ссылками на фиг.4 и 6, и идентичного материалу цилиндрической детали 2. Металлические пояса 31 закрепляются вокруг заготовки 33 вставки 3 при помощи контактной сварки. Эти металлические пояса 31 располагаются с равномерными интервалами на намотанной заготовке 33 вставки 3.
После завершения намотки заготовки 33 вставки 3 и установки металлических поясов 31 эта заготовка может быть извлечена из устройства 20 намотки в результате отсоединения фланцев 21 и 22 друг от друга. Пример полученной таким образом заготовки 33 вставки 3 представлен на фиг.3. Эта заготовка состоит из цилиндрической детали продолговатой формы, содержащей два прямолинейных и параллельных между собой участка 34, располагающихся между двумя закругленными участками 35.
Вторая технология удержания формы заготовки 33 вставки 3, не требующая использования поясов 31, состоит в том, чтобы предусмотреть использование цилиндрической детали 2, образующей продолговатый каркас, содержащий по меньшей мере один радиальный выступ, имеющий, например, поперечное сечение L-образной формы или U-образной формы, на который наматываются нити 32 с покрытием. В том случае, когда используется связанный слой нитей 32 с покрытием, имеется возможность присоединить этот слой к цилиндрической детали 2, на которую он наматывается, и к нижележащему слою при помощи контактной сварки между двумя электродами и прохождения электрического тока средней частоты. Таким образом, нити 32 в процессе намотки постепенно соединяются между собой при помощи сварки таким образом, чтобы в том случае, когда заготовка 33 вставки 3 извлекается из устройства 20 намотки, она представляла собой деталь, жестко связанную с цилиндрической деталью 2.
Затем эта заготовка 33 вставки 3 вставляется в первый контейнер 4, как это показано на фиг.4. Для этого упомянутый контейнер 4 содержит канавку 41, которая имеет форму, дополняющую форму заготовки 33 вставки 3, и в которой размещается эта заготовка 33 вставки 3. Крышка 5 присоединяется к контейнеру 4 при помощи сварки пучком электронов в вакууме, после чего уплотняется при помощи способа горячего изостатического уплотнения. Полученная таким образом деталь, представленная на фиг.5, содержит заготовку 33 вставки 3. В этой заготовке 33 вставки 3, описывающей полный оборот, ее части, наиболее эффективно способствующие передаче однонаправленных усилий растяжения и/или сжатия, представляют собой прямолинейные участки 34 нитей 32 с покрытием. Вслед за осуществлением процесса горячего изостатического уплотнения выполняется этап механической обработки, имеющий целью извлечь по меньшей мере один прямолинейный участок 34, образующий вставку 3.
Как это представлено на фиг.6, вставки 3, полученные после механической обработки, вставляются затем во второй контейнер 104. Этот второй контейнер 104 содержит для этого канавки 141, имеющие форму, дополняющую форму вставок 3, в которых размещаются эти вставки 3. Крышка 105 присоединяется к контейнеру 104 при помощи сварки пучком электронов в вакууме, после чего уплотняется при помощи процесса горячего изостатического уплотнения. Как это можно видеть на фиг.6, вставки 3 располагаются во втором контейнере 104 параллельным образом. При этом имеется также возможность располагать эти вставки не параллельным образом в зависимости от формы требуемой конечной механической детали. Также имеется возможность вставлять только одну вставку 3 в контейнер 104 в зависимости от размеров требуемой конечной механической детали 10.
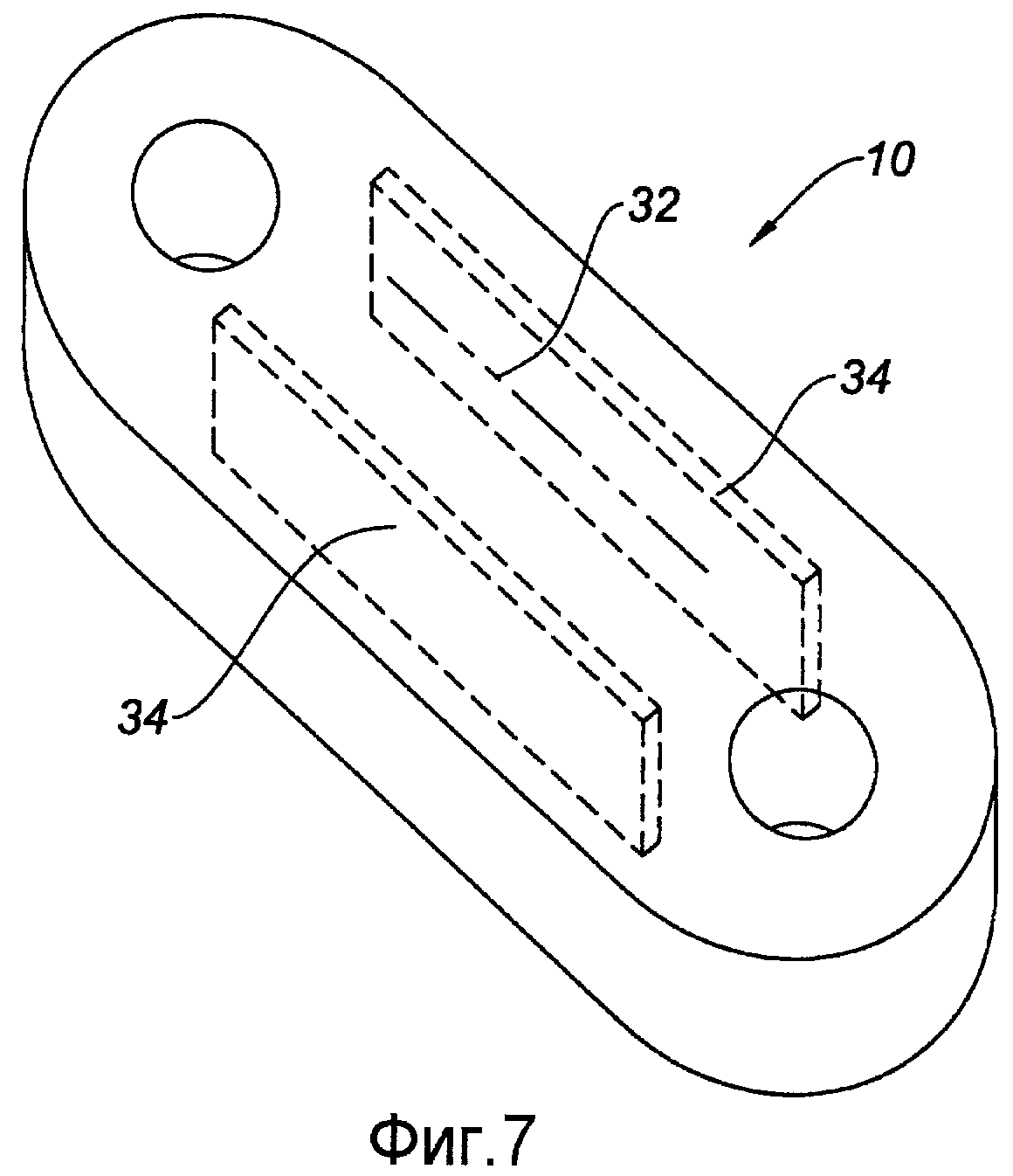
Затем эта система подвергается механической обработке для получения конечной механической детали 10, а именно рычага 10, представленного на фиг.7. Рычаг 10, имеющий форму, идентичную форме рычага 1, показанного на фиг.1, дополнительно содержит множество вставок 3 из композитного материала, нити 32 которых ориентированы вдоль прямолинейного направления. Это прямолинейное направление располагается перпендикулярно по отношению к осям Z1 и Z2. Этот рычаг 10 предпочтительным образом позволяет обеспечить передачу однонаправленных усилий растяжения и/или сжатия. Все нити вставки 3 ориентированы вдоль одного и того же прямолинейного направления.
Предлагаемое изобретение применяется к любому типу металлической детали, функция которой состоит в передаче главным образом однонаправленных усилий растяжения и/или сжатия, и не ограничивается, таким образом, только рычагами, представляющими всего лишь пример применения этого изобретения.
В соответствии с вариантом реализации предлагаемого изобретения механическая деталь может иметь более сложную форму и может содержать множество вставок 3, причем каждая такая вставка 3 содержит нити 32, ориентированные вдоль прямолинейного направления. В примере, представленном на фиг.8, способ изготовления модифицирован путем использования второго контейнера 104, содержащего, с одной и с другой стороны от двух своих противоположных сторон 42, канавки 41, предназначенные для размещения в них вставок 3. После осуществления горячего изостатического уплотнения и механической обработки полученная механическая деталь 110 представляет собой деталь, показанную на фиг.9, и содержит, таким образом, вставки 3. Эти вставки 3 позиционированы по одну и по другую стороны от средней плоскости Р1 механической детали 110. Они позиционированы в плоскостях Р2 и Р3, образующих между собой некоторый угол α, величина которого отлична от нуля. На фиг.10 представлен перспективный вид полученной таким образом механической детали 110. Эта механическая деталь 110 также может содержать вырезы 15, предназначенные для снижения ее массы.
В соответствии со вторым способом реализации предлагаемого изобретения, представленным на фиг.12, используется цилиндрическая деталь 2, содержащая прямолинейные участки 24 намотки, более значительную протяженность, чем протяженность прямолинейных участков намотки в первом способе реализации. Таким образом, имеется возможность извлекать и изготавливать большее количество вставок 3. Для этого заготовка 133 разрезается, что позволяет извлечь несколько вставок 3 на одном и том же прямолинейном участке 34 заготовки 133.
Фиг.11 соответствует первому способу реализации предлагаемого изобретения.
В соответствии с третьим способом реализации предлагаемого изобретения большое количество вставок 3 может быть получено путем использования цилиндрической детали 233 в форме многоугольника, то есть цилиндрической детали 220, содержащей несколько прямолинейных участков 224 намотки. Фиг.13 иллюстрирует пример заготовки 233 вставки 3, полученной в соответствии с этим третьим способом реализации. Заготовка 233 в форме многоугольника, продемонстрированная здесь в качестве примера, представляет собой шестиугольник, содержащий шесть прямолинейных участков 34 и двенадцать плоскостей 36 разреза. При этом имеется возможность получить количество вставок, отличное от шести, если использовать многоугольник, содержащий количество сторон, меньшее или большее чем шесть.
Для получения такой заготовки необходимо использовать устройство 220 намотки, содержащее цилиндрическую деталь 202 в форме многоугольника, причем эта цилиндрическая деталь 202 предпочтительным образом может быть заключена между двумя фланцами 221 и 222, также имеющими форму многоугольника. Устройство 220 намотки в соответствии с третьим способом реализации предлагаемого изобретения, представленное на фиг.14, имеет характеристики, общие с характеристиками устройства 20 намотки из первого способа реализации предлагаемого изобретения в том, что касается наличия вырезов 223 на его периферийной части 227 и полой внутренней части 229 цилиндрической детали 202, выполненной в форме многоугольника, причем функционирование этих устройств является идентичным.
Такие механические детали 10 или 110 наилучшим образом подходят для применения в области авиационной техники, например, для реализации устройства для приземления или для газотурбинных двигателей, предназначенных для воздушного судна.
Пример реализации устройства 6 для приземления представлен на фиг.15. Это устройство 6 для приземления содержит кессон 61, представляющий собой основную структурную деталь, и рычаги 62. Эти рычаги 62 предназначены для передачи главным образом однонаправленных усилий растяжения и/или сжатия. Таким образом, эти рычаги 62 могут представлять собой механические детали в соответствии с предлагаемым изобретением, без формирования при этом рычагов 110. В этом случае вставки 3 содержатся в рычагах 62.
Лопасть вентилятора турбореактивного двигателя, вентилятор турбореактивного двигателя и турбореактивный двигатель
Способ сварки и наплавки металлических деталей из алюминия способом дуговой сварки металлическим электродом в среде инертного газа с импульсным током и импульсной подачей проволоки
Оснастка для изготовления литейного сердечника для лопатки турбомашины
Контур текучей среды в турбомашине
Исполнительное устройство с электрическим приводом, включающее в себя термостатическую функцию, клапан
Способ определения порога нераспространения усталостных трещин на высокой частоте
Редуктор с эпициклоидной передачей, вентиляторный модуль двухконтурного турбореактивного двигателя и двухконтурный турбореактивный двигатель
Способ механической обработки задней кромки лопатки турбомашины
Узел пера лопатки и полки для сверхзвукового потока
Способ и устройство для выполнения отверстий в детали при помощи лазерных импульсов
Защитная накладка композитной лопатки турбинного двигателя
Кольцевая часть статора турбинного двигателя и статор турбинного двигателя
Способ общей наплавки металлической детали для турбореактивных двигателей летательных аппаратов и общее защитное оборудование для осуществления способа
Способ и устройство регулирования охлаждения масла в лопаточной машине
Лопатка вентилятора для авиационного турбореактивного двигателя с изогнутым профилем в сечениях ножки
Усовершенствованный способ контроля с помощью ультразвука
Способ закрепления конструктивного металлического усиливающего элемента на изготовленной из композитного материала части лопатки газовой турбины и форма для литья под давлением, обеспечивающая осуществление такого способа
Кольцевая металлическая статическая прокладка
Способ контроля нарушения тяги турбореактивного двигателя летательного аппарата
Цапфа турбомашины, содержащая кольцо для рекуперации потока смазочного масла с множеством отверстий для выпуска смазочного масла

