Результат интеллектуальной деятельности: УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ С УСТРОЙСТВОМ ДЛЯ ОПРЕДЕЛЕНИЯ СОСТОЯНИЯ ЗАТВЕРДЕВАНИЯ ЗАГОТОВКИ И СООТВЕТСТВУЮЩИЙ СПОСОБ
Вид РИД
Изобретение
Область техники
Изобретение относится к установке непрерывной разливки с устройством для определения состояния затвердевания заготовки и соответствующему способу.
Уровень техники
Установки непрерывной разливки достаточно известны из уровня техники. Такие установки непрерывной разливки для разливки жидкого металла обычно содержат после кристаллизатора систему опорных роликов с сегментами роликовой проводки для заготовки. В установках непрерывной разливки знание длины затвердевания заготовки является особенно важным. При этом длина затвердевания, то есть точка полного затвердевания, заготовки является рабочим параметром установки непрерывной разливки. При этом точка затвердевания, или длина затвердевания, соответствует доле твердой фазы заготовки, равной 100%, что означает, что в сердцевине жидкого или тестообразного материала больше нет. Кроме того, знание степени затвердевания заготовки при значении менее 100% представляет интерес для контроля роликовой проводки и охлаждения заготовки.
Из уровня техники известны установки непрерывной разливки, в которых длина затвердевания определяется путем измерения перемещаемого количества объема жидкой фазы в сердцевине на единицу длины, и на основе измеренных величин производится моделирование текущей длины нижнего конца жидкой фазы в заготовке. Такая установка непрерывной разливки известна из WO 2005/068109 А1.
Кроме того, известно, что плоскость полного затвердевания определяют путем использования измерения сил давления, действующих на множество пар роликов, и их сравнения для определения той пары роликов, на которой наступает полное затвердевание, поскольку дальнейшего увеличения нагрузки не происходит. Такая установка непрерывной разливки известна из DE 2530032.
Кроме того, в документе ЕР 1193007 А1 раскрывается способ определения положения окончательного затвердевания заготовки, причем предусмотрены опорные сегменты, а для определения положения окончательного затвердевания по меньшей мере в одном из опорных сегментов измеряется сила вытягивания заготовки тянущих роликов и/или сила удержания гидравлических поршневых блоков опорных сегментов, и по измеренным величинам определяется область нижнего конца жидкой фазы в заготовке.
Кроме того, известно, что для определения затвердевания заготовки осуществляются пирометрическое измерение, метод с использованием строительно-монтажного пистолета, определение внутренних трещин или, как показано выше, измерение силы подъемных цилиндров. Однако эти методы могут использоваться лишь временно, причем к тому же только локально.
Кроме того, имеется возможность чисто расчетного определения положения затвердевания заготовки, для чего, однако, каждой установке требуется собственная модель и она должна быть подтверждена вышеприведенными измерениями. Кроме того, в зависимости от материала может иметь место отклонение, так что модель при известных условиях зависит от материала.
Задачей настоящего изобретения является создание установки непрерывной разливки с устройством для определения состояния затвердевания заготовки, в которой может производиться надежное и непрерывное определение состояний затвердевания. Кроме того, задачей изобретения является создание соответствующего способа.
Согласно изобретению решение задачи в части установки непрерывной разливки достигается посредством признаков пункта 1 формулы изобретения с помощью установки непрерывной разливки с устройством для определения состояния затвердевания заготовки с роликовой проводкой, имеющей сегменты с роликами, при этом по меньшей мере один из сегментов роликовой проводки выполнен в качестве измерительного сегмента, причем предусмотрено по меньшей мере одно или несколько мест измерения для прямого или косвенного определения силы, действующей на один или несколько роликов, причем, кроме того, по меньшей мере одно место измерения установлено на подшипниковом блоке, предпочтительно, между подшипником и рамой сегмента роликовой проводки, и предусмотрено устройство для обработки данных, определяющее на основе данных от по меньшей мере одного места измерения состояния затвердевания заготовки.
При этом предпочтительно, чтобы было предусмотрено по меньшей мере одно место измерения по меньшей мере на одном подшипниковом блоке одного или нескольких средних подшипников. Таким образом может быть достоверно определена сила, действующая на ролик со стороны заготовки.
Кроме того, согласно другому примеру выполнения целесообразно, чтобы место измерения было предусмотрено на подшипниковом блоке со стороны фиксированной и/или плавающей установки ролика. Таким образом можно успешно фиксировать неравномерное распределение силы на ролике.
Кроме того, предпочтительно, чтобы большинство соединенных между собой мест измерения было предусмотрено внутри роликовой проводки. Соединение может производиться посредством шины, или шин, данных, или по беспроводной связи. Кроме того, соединение может осуществляться через устройство для обработки данных. При этом целесообразно, чтобы соединение с помощью устройства для обработки данных осуществлялось в одну или несколько измерительных систем.
Кроме того, предпочтительно, чтобы средние подшипники однократно или многократно разделенных роликов были выполнены в качестве мест измерения или были снабжены местами измерения.
Кроме того, предпочтительно, чтобы через устройство для обработки данных с помощью аналитических, статистических методов оценки могли определяться различные уровни измеряемого параметра, а по ним - состояние затвердевания.
Предпочтительно также, чтобы определение состояния затвердевания осуществлялось путем соотнесения состояния затвердевания с характеристическим измеряемым параметром.
При этом целесообразно, чтобы характеристическим измеряемым параметром являлась деформация подшипника или деформация элемента подшипника, как, например, щели.
Предпочтительно также, чтобы определение состояния затвердевания производилось путем соотнесения состояния затвердевания с разбросом характеристического измеряемого параметра.
Кроме того, предпочтительно, чтобы разбросом характеристического измеряемого параметра являлся разброс деформации подшипника или разброс деформации элемента подшипника.
Кроме того, предпочтительно, чтобы измеряемый параметр анализировался с помощью устройства для обработки данных посредством анализа Fast Fourier (быстрого преобразования Фурье) или иных статистических методов оценки, и чтобы таким образом определялись аппаратные воздействия на измеряемый параметр.
Задача в части способа решается посредством признаков пункта 13 с помощью способа определения состояний затвердевания заготовки на установках непрерывной разливки с роликовой проводкой, имеющей сегменты роликовой проводки с роликами, когда по меньшей мере один из сегментов роликовой проводки выполнен в качестве измерительного сегмента, причем по меньшей мере одно или несколько мест измерения предусмотрены для прямого или косвенного определения силы, действующей на один или несколько роликов, причем, кроме того, по меньшей мере одно место измерения установлено на подшипниковом блоке, предпочтительно, между подшипником и рамой сегмента непрерывной разливки, которое обнаруживает величину, представляющую собой силу, и предусмотрено устройство для обработки данных, определяющее на основе данных от по меньшей мере одного места измерения состояния затвердевания заготовки.
При этом целесообразно, чтобы место измерения было предусмотрено по меньшей мере на подшипниковом блоке одного или нескольких средних подшипников. Целесообразно также, чтобы место измерения на подшипниковом блоке было предусмотрено со стороны фиксированной и/или плавающей установки ролика. Целесообразно может быть также, чтобы большинство соединенных между собой мест измерения было предусмотрено внутри роликовой проводки. При этом целесообразно, чтобы соединение с помощью устройства для обработки данных могло осуществляться в одну измерительную систему.
Кроме того, целесообразно, чтобы в качестве мест измерения были выполнены средние подшипники однократно или многократно разделенных роликов.
Кроме того, согласно изобретению целесообразно, чтобы устройство для обработки данных с помощью аналитических, статистических методов оценки определяло различные уровни измеряемого параметра, а по ним делало вывод относительно состояния затвердевания.
Кроме того, целесообразно, чтобы определение состояния затвердевания осуществлялось путем соотнесения состояния затвердевания с характеристическим измеряемым параметром. При этом целесообразно, чтобы характеристическим измеряемым параметром были усилие на подшипнике или деформация подшипника. Кроме того, предпочтительно, чтобы определение состояния затвердевания осуществлялось путем соотнесения состояния затвердевания с разбросом характеристического измеряемого параметра.
Предпочтительно также, чтобы разбросом характеристического измеряемого параметра был разброс усилия на подшипнике или деформации подшипника.
Точно так же целесообразно, чтобы устройство обработки данных оценивало измеряемый параметр и тем самым аппаратные воздействия на измеряемый параметр с помощью анализа Fast Fourier (быстрого преобразования Фурье) или иных статистических методов оценки.
Предпочтительные усовершенствованные варианты описаны в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Ниже изобретение более подробно поясняется на примере выполнения со ссылкой на чертежи, на которых
фиг. 1 изображает схематически заготовку с различными состояниями затвердевания,
фиг. 2 - диаграмму,
фиг. 3 - схематически установку непрерывной разливки,
фиг. 4 - схематически подшипник.
Предпочтительный вариант выполнения изобретения
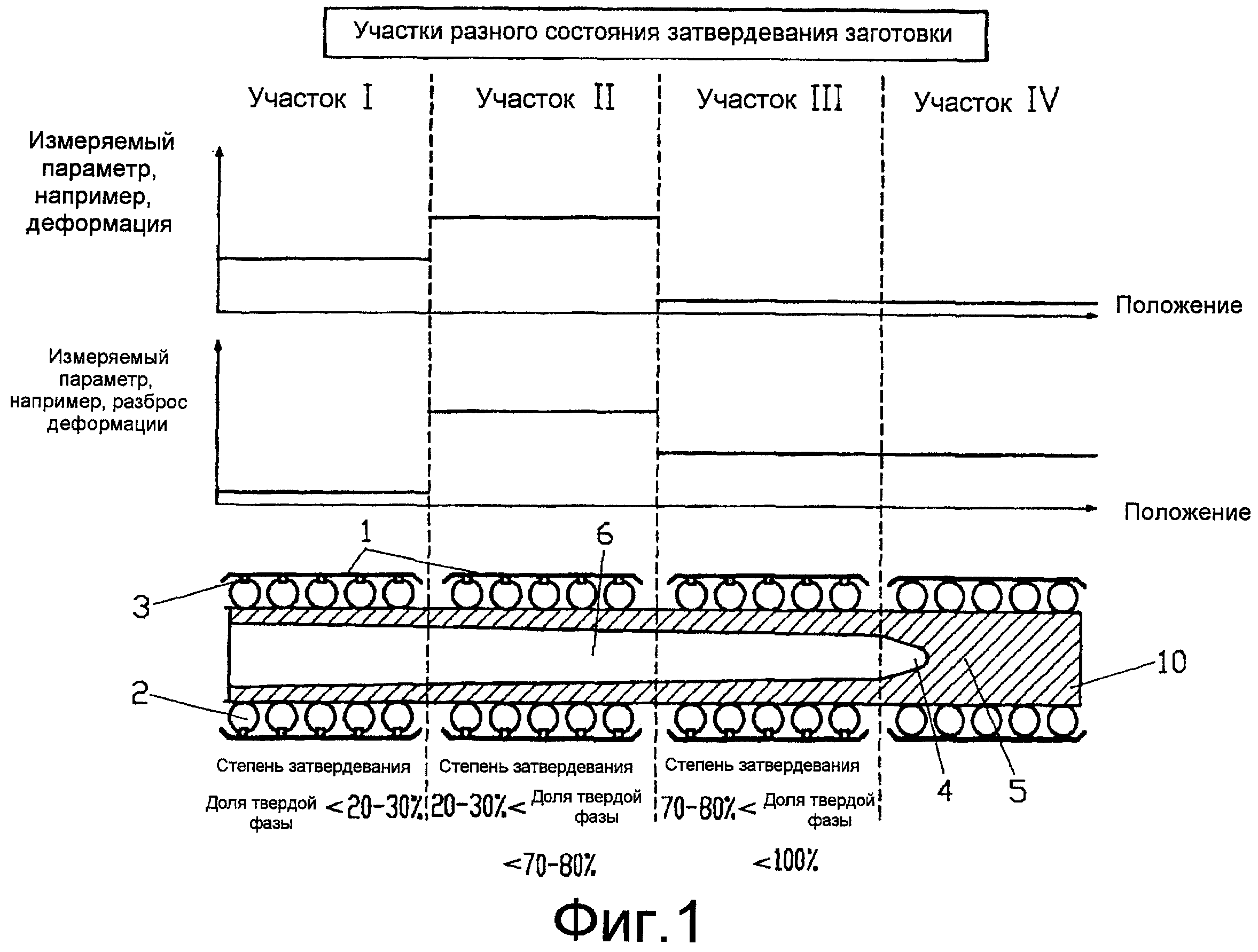
На фиг. 1 схематически изображена заготовка 10 с различными состояниями затвердевания. Заготовка 10 проводится множеством элементов 1 роликовой проводки. При этом элементы 1 роликовой проводки содержат ролики 2, установленные посредством роликоподшипников 3. В примере выполнения на фиг. 1 схематически показаны четыре сегмента 1, имеющие по пять пар 2 роликов. Заготовка 10 проводится роликами. На первом участке I заготовка 10 находится в состоянии затвердевания, степень которого ниже 20-30%. Это означает, что доля жидкой или тестообразной фазы 6 составляет 80-70%. На втором участке II заготовка 10 находится в состоянии затвердевания, степень которого определяется долей твердой фазы 5 порядка 20-80%. На третьем участке III заготовка 10 находится в состоянии затвердевания, степень которого определяется долей твердой фазы порядка 70-80 и до 100%. На четвертом участке степень затвердевания составляет соответственно 100%. Таким образом, нижний конец 4 жидкой фазы в заготовке располагается на последнем участке IV.
Как видно, измеряемый параметр, характеризующий силу на ролике, или, например, деформацию, находится на первом участке в средней области. Разброс этого измеряемого параметра находится на низком уровне. На участке II как измеряемый параметр, так и его разброс, находятся на высоком уровне. На участках III и IV измеряемый параметр находится на низком уровне, а разброс измеряемого параметра - на среднем уровне.
Участок I соответствует жидкой фазе заготовки с жидкой незакристаллизовавшейся сердцевиной. В результате жидкая фаза впереди расположенных частей заготовки частично с потенциально более высоким уровнем давит на затвердевшую корочку заготовки и отжимает ее в направлении изнутри наружу. Сила по сравнению с состоянием полного затвердевания увеличена, что ведет к тому, что измеряемый параметр, характеризующий силу, располагается на среднем уровне. Мягкая заготовка имеет хорошую амортизацию, так что стандартное отклонение измеряемого параметра, характеризующего силу, незначительно. Этот первый участок I заканчивается в зависимости от типа стали, долей твердой фазы в диапазоне 20-30%.
Участок II представляет собой переходный участок, на котором уровень силы, т.е., уровень измеряемого параметра, характеризующего силу, находится на более высоком уровне, чем на участке I. Этот участок имеет уровень затвердевания 30-70%. Заготовка 10 содержит также жидкую незакристаллизовавшуюся сердцевину, причем имеется твердый внешний участок. В дополнение к ферростатическому эффекту добавляется доля деформации заготовки. Амортизация заготовки меньше, так что дисперсия силы, т.е., измеряемого параметра, характеризующего силу, такая же, как на участке I.
Участок III представляет собой участок квазиполного затвердевания, на котором уровень силы, т.е., уровень измеряемого параметра, характеризующего силу, в направлении, перпендикулярном направлению вытягивания заготовки, незначителен. На этом участке III действуют только составляющие силы тяжести и силы притяжения. Разброс, или стандартное отклонение, из-за незначительной амортизации квази полностью затвердевшей заготовки являются большими. Правда, в этом состоянии еще имеется расплав, однако он разделен мостиками, и, таким образом, сердцевина жидкой стали отсутствует.
Участок IV является участком полного затвердевания, в котором по существу действуют одинаковые условия для сил и дисперсии.
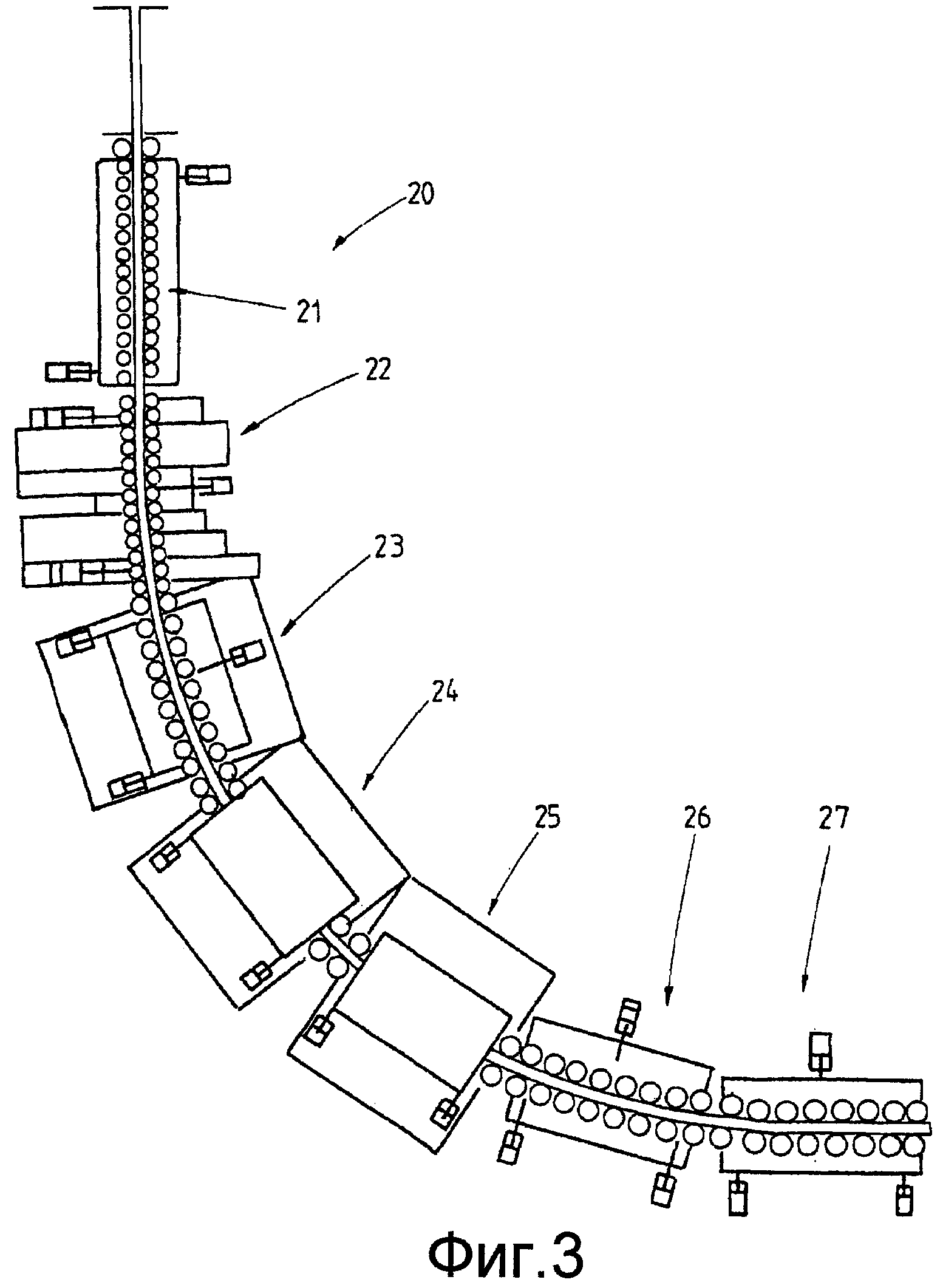
На фиг. 2 показана диаграмма, на которой изображены результаты измерений, полученные на месте измерения, установленном на сегменте роликовой проводки установки непрерывной разливки. При этом в этом примере вместо разных мест измерения на разных сегментах используются места измерения на одном сегменте, и участки затвердевания проходят через места измерения. В данном случае два места измерения установлены на фиксированном и плавающем подшипниках роликоподшипника. На фиг. 2 в нижней области обе нижние кривые показывают измеренные параметры щели для измерений, характеризующей силу. При этом можно обнаружить изменение сигнала, характеризующего силу, и в результате может быть установлена связь с участками I-III, как было показано выше. Первая кривая показывает скорость разливки в функции времени. Можно обнаружить, что с изменением скорости разливки смещается положение нижнего конца жидкой фазы в заготовке, то есть смещаются границы между участками состояния. При высокой скорости на месте измерения находится участок I состояния с большой долей жидкой фазы. При пониженной скорости на месте измерения находится участок II состояния со средней долей жидкой фазы. При низкой скорости разливки на месте измерения находится участок III состояния. Таким образом, видно, что с увеличением скорости разливки доля жидкой фазы на месте измерения уменьшается, и на месте измерения происходит смена участков состояния.
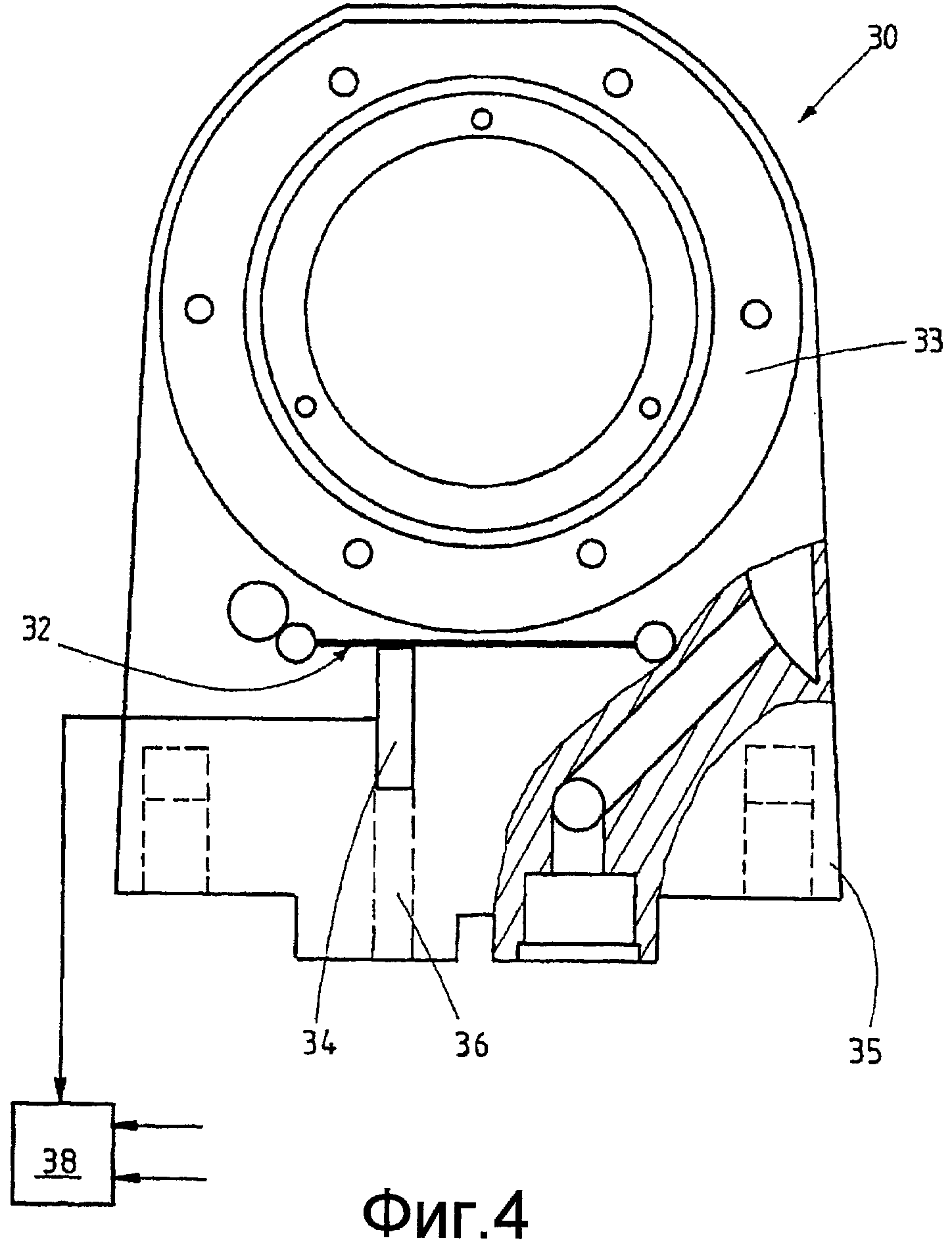
На фиг. 3 схематически изображена установка 20 непрерывной разливки с заготовкой 21 и шестью сегментами 22-27. Предпочтительно, чтобы нижний конец жидкой фазы в заготовке при высокой скорости разливки оказался на участке последнего или при известных условиях предпоследнего сегмента. Таким образом, вполне может случиться, что при высоких скоростях разливки более 6 м/мин, как, например, 7 м/мин, нижний конец жидкой фазы в заготовке окажется в последнем, шестом, сегменте 27. Поэтому особенно предпочтительно измерять состояния затвердевания возможно более непрерывно и определять их распределение, то есть положение нижнего конца жидкой фазы в заготовке. В качестве мест измерения могут выбираться ролики или роликоподшипники, причем место измерения вполне может быть выбрано на плавающем и/или фиксированном подшипнике ролика. Благодаря расположению разных мест измерения на разных роликах, предпочтительно, в разных сегментах, может быть найдено предпочтительное распределение состояний затвердевания.
Таким образом, например, в случае установки непрерывной разливки для отливки тонких слябов со скоростью разливки 6-7 м/мин можно достичь успешного обнаружения состояния затвердевания в течение длительного времени. В этом случае нижний конец жидкой фазы в заготовке находится, например, в шестом, в данном случае последнем, сегменте 26.
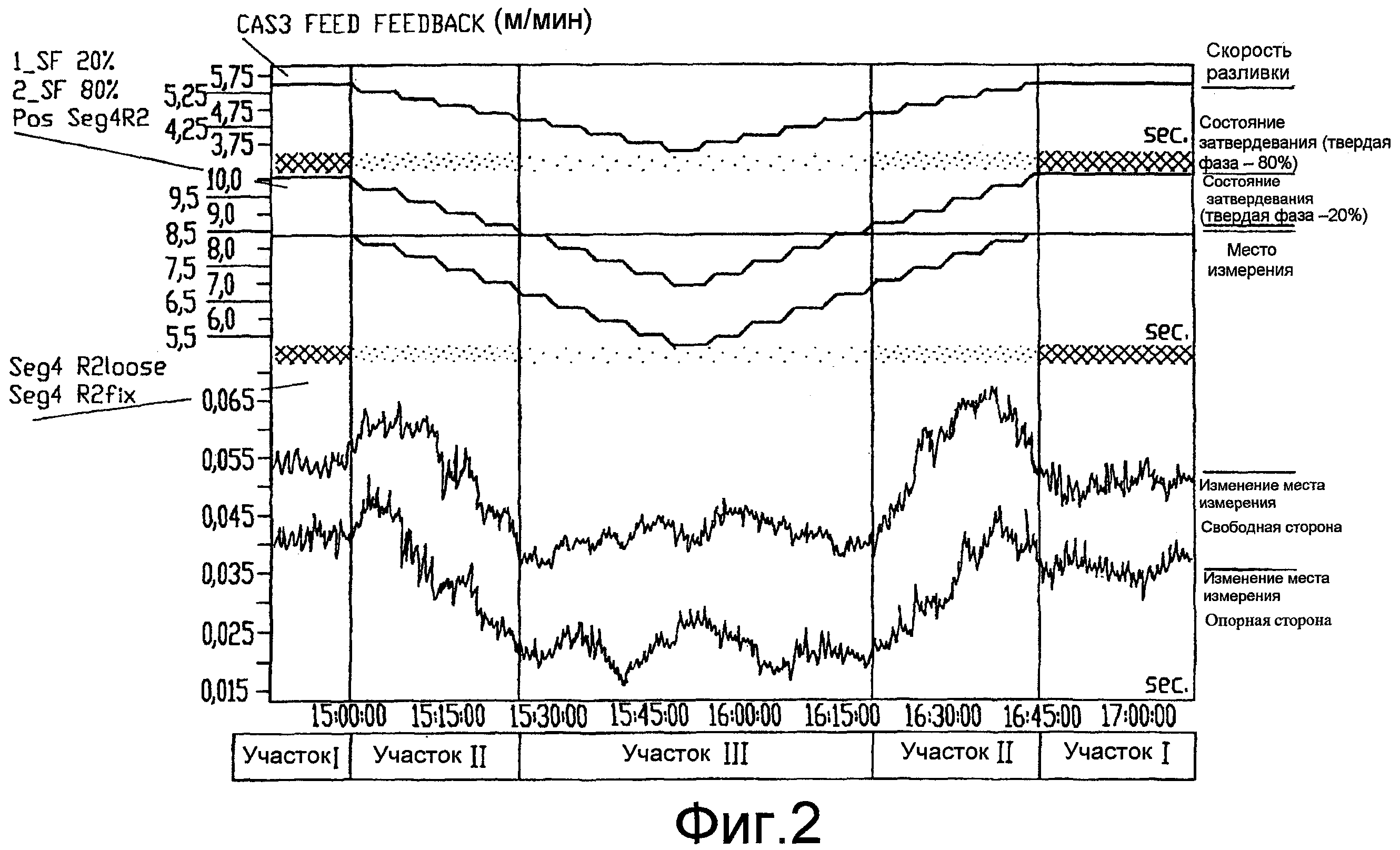
Для обнаружения состояния затвердевания проводится измерение усилия на подшипнике. Измерение усилия на подшипнике осуществляется посредством индуктивного измерения зазора, например, в подшипниковых блоках 30, см. фиг. 4. Измерительные подшипниковые блоки 30 под вкладышами 33 подшипников разрезаны с образованием щели 32 и оснащены индуктивным датчиком 34 расстояния. Изменение высоты щели 34 пропорционально прикладываемой силе.
Измерительные подшипниковые блоки 30 встроены, например, в средние подшипники длинных разделенных роликов 2 и 7 сегментов 24 и 25 со стороны фиксированной и/или плавающей установки. Таким образом, усилие на подшипнике определяется в 2×4 точках, распределенных по длине установки.
Как показано на фиг. 4, блок 30 среднего разделенного подшипника разрезан ниже вкладыша подшипника, что приводит к определенному ослаблению подшипника. Положение и геометрия щели, предпочтительно, рассчитаны таким образом, чтобы при максимальной нагрузке происходил максимальный полезный прогиб верхней стороны щели, но так чтобы не произошло пластической деформации. Дистанционный датчик 34 вставлен в кронштейн 30 подшипника со стороны основания 35 подшипника по центру через отверстие 36 и, предпочтительно, выступает в щель 32 для измерений. Следовательно, щель 32 выполнена таким образом, что в результате действия силы со стороны заготовки происходит местная деформация, которая может быть обнаружена. В этой связи следует сослаться на документ DE 102006027066, объем раскрытия которого включен в настоящее описание посредством данной ссылки. Кроме того, блок 38 обработки данных должен различать данные, получаемые от датчиков 34 мест измерения, и определять состояния затвердевания.
Перечень позиций
1 элемент роликовой проводки
2 ролик
3 роликоподшипник
4 нижний конец жидкой фазы в заготовке
5 доля твердой фазы
6 доля жидкой фазы
10 заготовка
20 установка непрерывной разливки
21 заготовка
22 сегмент
23 сегмент
24 сегмент
25 сегмент
26 сегмент
27 сегмент
30 кронштейн подшипника
32 щель, щель для измерения
33 вкладыши подшипника
34 датчик
35 основание
36 отверстие
37 верхняя кромка щели для измерения
38 устройство для обработки данных
Восстановительная печь
Прокатный стан для изготовления трубной стали и тонкой полосы
Рабочая площадка и ее применение
Измерительное устройство, прокатная клеть и способ регистрации высоты межвалкового зазора
Устройство и способ манипулирования металлической полосой
Способ и вертикальная установка непрерывной разливки для изготовления толстых слябов из расплавленного металла
Способ и прокатный стан для прокатки металлической полосы
Съемник-очиститель для рабочего валка прокатной клети
Способ обработки стали, а также установка для обработки стали
Подушка прокатной клети и способ ее изготовления
Прокатный стан для изготовления металлической полосы и способ изготовления прокатного стана
Устройство и способ отбора образца с рулона
Способ пирометаллургической обработки металлов, металлических расплавов и/или шлаков
Транспортная система и способ транспортировки подлежащего прокатке материала по меньшей мере между двумя обрабатывающими линиями
Восстановительная печь
Прокатный стан для изготовления трубной стали и тонкой полосы
Рабочая площадка и ее применение
Измерительное устройство, прокатная клеть и способ регистрации высоты межвалкового зазора
Устройство и способ манипулирования металлической полосой
Способ и вертикальная установка непрерывной разливки для изготовления толстых слябов из расплавленного металла

