Результат интеллектуальной деятельности: Пуансон для вытяжки полусферических деталей с плоским дном
Вид РИД
Изобретение
Настоящее изобретение относится к инструментальной оснастке для обработки металлов давлением, в частности к пуансонам с криволинейным профилем для вытяжки полусферических деталей с плоским дном.
При глубокой вытяжке полусферы происходит быстрое уменьшение толщины в полюсе сферы. На практике для получения полусферы применяют сложный многопереходный процесс вытяжки осесимметричного ступенчатого полуфабриката с плоским торцом и радиусом закругления. После проводят обтяжку жестким инструментом и калибровкой [Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки. - М.: Машиностроение. 1989. - 148-153 с.; Попов Е.А., Ковалев В.Г., Шубин И.Н. Технология автоматизации листовой штамповки. - М.: Изд-во МВТУ им. Н.Э. Баумана, 2003. - 134-136 с.].
При наличии трения по поверхности пуансона участки заготовки, контактирующие с рабочим торцом пуансона, испытывают действия сил трения, затрудняющих перемещение заготовки относительно пуансона и уменьшающих утонение, что приводит к смещению опасного сечения от полюса сферы. Сечение с минимальной толщиной, по которому может произойти разрушение при вытяжке сферических деталей, расположено примерно на радиусе, составляющем 1/3…1/4 радиуса цилиндрической части пуансона [Попов Е.А. Основы теории листовой штамповки. - М.: Машиностроение, 1977. - 198 с.].
Радиус закругления пуансона оказывает существенное влияние на утонение стенок материала у дна изделия при операциях вытяжки. При малом значении радиуса снижается эффективная прочность в опасном сечении изделия. Это происходит из-за превышения меридионального напряжения относительно напряжения текучести, так как пластическая деформация и упрочнение материала малы вследствие отсутствия деформации на плоском торце [Джонсон У., Меллор П.Б. Теория пластичности для инженеров. - М.: Машиностроение, 1979. - 270-271 с.].
Из существующего уровня техники известен пуансон, являющийся наиболее близким к заявленному техническому решению как конструктивно, так и функционально, принятый за прототип, который включает торцевую плоскую часть, сферическую часть и соединяющий их переходный участок, выполненный по радиусу скругления [Попов Е.А. Основы теории листовой штамповки. - М.: Машиностроение, 1977. - 196-199 с.].
Недостатком прототипа является сосредоточение деформации на радиусе закругления при вытяжке тонкостенной оболочки и, как следствие, образование локальных утонений (шейки) и разрывов детали.
Задачей, на решение которой направлено заявленное изобретение, является уменьшение локального утонения стенки вдоль образующей детали и предотвращение разрывов при вытяжке.
Достигаемый технический результат - повышение качества вытяжки полусферических деталей с плоским дном.
Поставленная задача решается, а заявленный технический результат достигается тем, что в пуансоне для вытяжки полусферических деталей с плоским дном, включающем торцевую плоскую часть, боковую сферическую часть с радиусом Rсф и соединяющий их переходный участок, выполненный по криволинейной образующей, образующая переходного участка выполнена с монотонно возрастающим от радиуса Rсф радиусом кривизны R и задана уравнением χ=a1x+a2x2, где χ=1/R - кривизна переходного участка; х - текущая координата точки образующей переходного участка с кривизной χ; a1 и а2 - коэффициенты, характеризующие форму детали и определяемые как:  ;
;  ; хА - координата точки сочленения сферической части пуансона с переходным участком; α - угол между осью полусферической детали и радиусом сферы в точке сочленения сферической части с переходным участком.
; хА - координата точки сочленения сферической части пуансона с переходным участком; α - угол между осью полусферической детали и радиусом сферы в точке сочленения сферической части с переходным участком.
Изобретение поясняется чертежом, на котором схематично представлен заявленный пуансон.
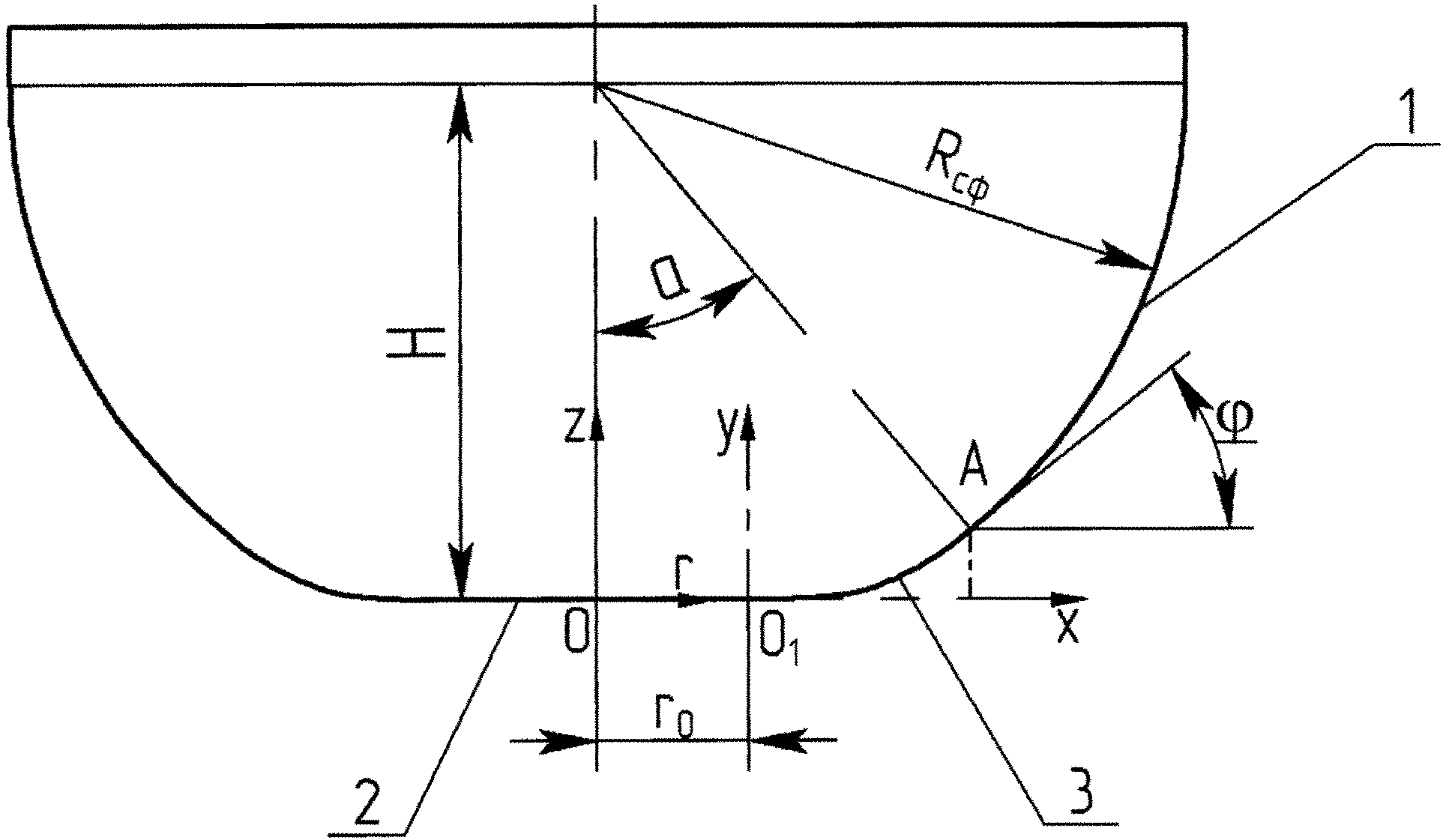
Согласно изобретению, пуансон для вытяжки полусферических деталей с плоским дном содержит боковую сферическую часть 1 с радиусом Rсф, торцевую плоскую часть 2 радиусом r0 и соединяющий их в точках А и O1 переходный участок 3 с монотонно возрастающим радиусом кривизны R от Rсф до ∞ (при нулевой кривизне), заданный уравнением χ=a1x+a2x2.
Отсчет координаты х ведется относительно системы координат (х,у) на радиусе r0 плоского дна с центром в точке O1.
При этом в точке А, расположенной на профиле пуансона в сопряжении образующей сферической части 1 с криволинейной образующей переходного участка 3, выполняется условие χ=1/Rсф, ϕ=α.
В точке О1, расположенной на профиле пуансона в сопряжении криволинейной образующей переходного участка 3 с образующей плоской части 2, выполняется условие χ=0.
Координаты точек О1 и А определяются так же, как и в прототипе, исходя из формы вытягиваемой полусферической детали с плоским дном.
Коэффициенты функции при линейном и квадратичном членах приведенного выше уравнения переходного участка вычисляются следующим образом.
Из представленного изображения (см. чертеж) следует:
χdx=Cos(ϕ)dϕ,
где  и dx=dSCos(ϕ).
и dx=dSCos(ϕ).
Интегрируя данное выражение  получим:
получим:
Примем за характерный размер R=1 (для упрощения расчетов), тогда получим систему уравнений согласно заданным условиям:
Выражая коэффициент а2 из первого уравнения системы и подставляя во второе, получаем:
 ;
;
 ,
,
где: хА=Sin(α)-r0.
Заявленная конфигурация переходного участка обеспечивает благоприятное распределение деформации по толщине, что уменьшает локальное утонение стенки вдоль образующей детали и предотвращает разрыв. Экспериментально установлено, что локальное утонение стенки вдоль образующей детали при обработке заявленным пуансоном снижено до 20% по сравнению с прототипом.
Изложенное позволяет сделать вывод о том, что поставленная задача - уменьшение локального утонения стенки вдоль образующей детали и предотвращение разрывов при вытяжке - решена и заявленный технический результат - повышение качества вытяжки полусферических деталей с плоским дном - достигнут.
Применение заявленного пуансона при вытяжке полусферических деталей с плоским дном за несколько переходов обеспечит дополнительный технический результат - сокращение технологических переходов вследствие равномерного распределения деформаций по толщине вдоль образующей детали.
Указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к инструментальной оснастке для обработки металлов давлением, в частности к пуансонам с криволинейным профилем для вытяжки полусферических деталей с плоским дном;
- для заявленного объекта в том виде, как он охарактеризован, подтверждена возможность его осуществления с помощью средств, приведенных в заявке вкупе с известными из уровня техники;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Настоящее изобретение относится к инструментальной оснастке для обработки металлов давлением, в частности к пуансонам с криволинейным профилем для вытяжки полусферических деталей с плоским дном пуансоном.
При глубокой вытяжке полусферы происходит быстрое уменьшение толщины в полюсе сферы. На практике для получения полусферы применяют сложный многопереходный процесс вытяжки осесимметричного ступенчатого полуфабриката с плоским торцом и радиусом закругления. После проводят обтяжку жестким инструментом и калибровкой [Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки. - М.: Машиностроение. 1989. - 148-153 с.; Попов Е.А., Ковалев В.Г., Шубин И.Н. Технология автоматизации листовой штамповки. - М.: Изд-во МВТУ им. Н.Э. Баумана, 2003. - 134-136 с.].
При наличии трения по поверхности пуансона участки заготовки, контактирующие с рабочим торцом пуансона, испытывают действия сил трения, затрудняющих перемещение заготовки относительно пуансона и уменьшающих утонение, что приводит к смещению опасного сечения от полюса сферы. Сечение с минимальной толщиной, по которому может произойти разрушение при вытяжке сферических деталей, расположено примерно на радиусе, составляющем 1/3…1/4 радиуса цилиндрической части пуансона [Попов Е.А. Основы теории листовой штамповки. - М.: Машиностроение, 1977. - 198 с.].
Радиус закругления пуансона оказывает существенное влияние на утонение стенок материала у дна изделия при операциях вытяжки. При малом значении радиуса снижается эффективная прочность в опасном сечении изделия. Это происходит из-за превышения меридионального напряжения относительно напряжения текучести, так как пластическая деформация и упрочнение материала малы вследствие отсутствия деформации на плоском торце [Джонсон У., Меллор П.Б. Теория пластичности для инженеров. - М. Машиностроение, 1979. - 270-271 с.].
Из существующего уровня техники известен пуансон, являющийся наиболее близким к заявленному техническому решению как конструктивно, так и функционально, принятый за прототип, который включает торцевую плоскую часть, сферическую часть и соединяющий их переходный участок, выполненный по радиусу скругления [Попов Е.А. Основы теории листовой штамповки. - М.: Машиностроение, 1977. - 196-199 с.].
Недостатком прототипа является сосредоточение деформации на радиусе закругления при вытяжке тонкостенной оболочки и, как следствие, образование локальных утонений (шейки) и разрывов детали.
Задачей, на решение которой направлено заявляемое изобретение, является уменьшение локального утонения стенки вдоль образующей детали и предотвращение разрывов при вытяжке.
Достигаемый технический результат - повышение качества вытяжки полусферических деталей с плоским дном.
Поставленная задача решается и заявленный технический результат достигается тем, что в пуансоне для вытяжки полусферических деталей с плоским дном, включающем торцевую плоскую часть, боковую сферическую часть с радиусом Rcф и соединяющий их переходный участок, выполненный по криволинейной образующей, переходный участок выполнен по образующей с монотонно возрастающим радиусом кривизны R от Rcф до ∞, оптимально образующую переходного участка задавать уравнением χ=a1x+a2x2, где χ=1/R - кривизна переходного участка, х - координата точки образующей переходного участка с кривизной χ, а1, а2 - коэффициенты функции при линейном и квадратичном членах уравнения, определяемые параметрами детали.
Изобретение поясняется чертежом, на котором схематично представлен заявленный пуансон.
Согласно изобретению пуансон для вытяжки полусферических деталей с плоским дном содержит боковую сферическую часть 1 с радиусом Rcф, торцевую плоскую часть 2 радиусом r0 и соединяющий их в точках А и O1 переходный участок 3 с монотонно возрастающим радиусом кривизны R от Rcф до ∞, оптимально заданный уравнением χ=a1x+a2x2.
Отсчет координаты х ведется относительно системы координат (х,y) на радиусе r0 плоского дна с центром в точке O1.
При этом в точке А, расположенной на профиле пуансона в сопряжении образующей сферической части 1 с криволинейной образующей переходного участка 3, выполняется условие χ=1/Rсф, ϕ=α.
В точке O1, расположенной на профиле пуансона в сопряжении криволинейной образующей переходного участка 3 с образующей плоской части 2, выполняется условие χ=0.
Координаты точек O1 и А определяются так же, как и в прототипе, исходя из формы вытягиваемой полусферической детали с плоским дном.
Коэффициенты функции при линейном и квадратичном членах вышепрведенного уравнения переходного участка вычисляются следующим образом.
Из представленного изображения (см чертеж) следует:
χdx=Cos(ϕ)dϕ,
где  и dx=dSCos(ϕ).
и dx=dSCos(ϕ).
Интегрируя данное выражение  , получим:
, получим:
Примем за характерный размер R=1, тогда получим систему уравнений согласно заданным условиям:
Выражая коэффициент а2 из первого уравнения системы и подставляя во второе, получаем:
 ;
;
 ,
,
где: хА=Sin(α)-r0.
Заявленная конфигурация переходного участка обеспечивает благоприятное распределение деформации по толщине, что уменьшает локальное утонение стенки вдоль образующей детали и предотвращает разрыв. Экспериментально установлено, что локальное утонение стенки вдоль образующей детали при обработке заявленным пуансоном снижено до 20% по сравнению с прототипом.
Изложенное позволяет сделать вывод о том, что поставленная задача - уменьшение локального утонения стенки вдоль образующей детали и предотвращение разрывов при вытяжке - решена и заявленный технический результат - повышение качества вытяжки полусферических деталей с плоским дном - достигнут.
Применение заявленного пуансона при вытяжке полусферических деталей с плоским дном за несколько переходов обеспечит дополнительный технический результат - сокращение технологических переходов вследствие равномерного распределения деформаций по толщине вдоль образующей детали.
Указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к инструментальной оснастке для обработки металлов давлением, в частности к пуансонам с криволинейным профилем для вытяжки полусферических деталей с плоским дном;
- для заявленного объекта в том виде, как он охарактеризован, подтверждена возможность его осуществления с помощью средств, приведенных в заявке вкупе с известными из уровня техники;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ оценки массы транспортного средства с электроприводом постоянного тока
Способ лазерной обработки режущих пластин из оксидно-карбидной керамики
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ получения полимерных композиционных материалов
Технологическая линия для изготовления композитной арматуры
Способ управления трением в парах трения
Способ вырезной электроэрозионной обработки изделия
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Способ оценки массы транспортного средства с электроприводом постоянного тока
Способ лазерной обработки режущих пластин из оксидно-карбидной керамики
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ получения полимерных композиционных материалов
Технологическая линия для изготовления композитной арматуры
Способ управления трением в парах трения
Способ вырезной электроэрозионной обработки изделия

