Результат интеллектуальной деятельности: НАПРАВЛЯЮЩИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ
Вид РИД
Изобретение
Изобретение относится к оборудованию станов винтовой прокатки, используемых для производства труб, трубчатых изделий, деформирования сплошной заготовки и т.д.
Известны станы винтовой прокатки, в которых в качестве направляющего инструмента применяются приводные или холостые диски. Диски изготовляют бандажированными. Бандаж выполняют из износостойкого материала (высоколегированной стали или чугуна), а ступица обычно выполняется из углеродистой стали.
Наиболее близким по технической сущности к предлагаемому является направляющий инструмент стана винтовой прокатки, состоящий из опорной ступицы и напрессованного профилированного бандажа, удерживаемого от проворачивания планками. Благодаря такому исполнению во время прокатки диск работает как монолитное устройство.
Недостатками известного направляющего инструмента являются его громоздкость, трудоемкость изготовления и неудобство в настройке.
Задача изобретения - уменьшение габаритов станины стана винтовой прокатки с направляющими дисками и упрощение настройки направляющего инструмента на новый типоразмер.
Поставленная задача достигается тем, что направляющий инструмент, содержащий ось, опорную ступицу, элементы качения и профилированный бандаж, выполнен в виде сектора диска и снабжен приводом в виде гидроцилиндра.
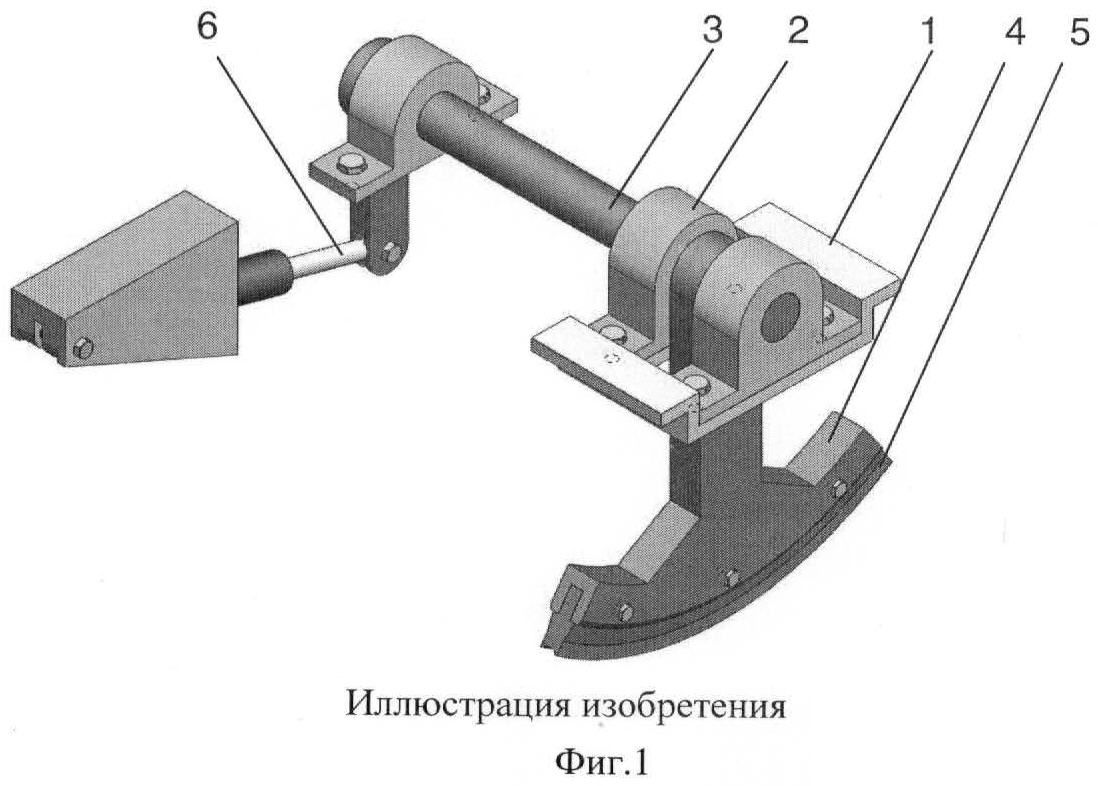
Изобретение иллюстрируется схемой, где на фиг.1 изображен направляющий инструмент диск-сектор.
Направляющий инструмент стана винтовой прокатки, включающий раму 1, закрепленную на ней ось 3, на которой на подшипниках 2 установлена с возможностью поворота ступица 4 с бандажом 5 и приводом вращения 6. Приводная ось закреплена в эксцентриковых втулках с возможностью поворота на угол 180° и регулирования в вертикальном положении. Ступица имеет Т-образную форму с посадочным местом под бандаж в виде сектора. Длина приводного рычага равна 0.5-0.8 радиуса диск-сектора.
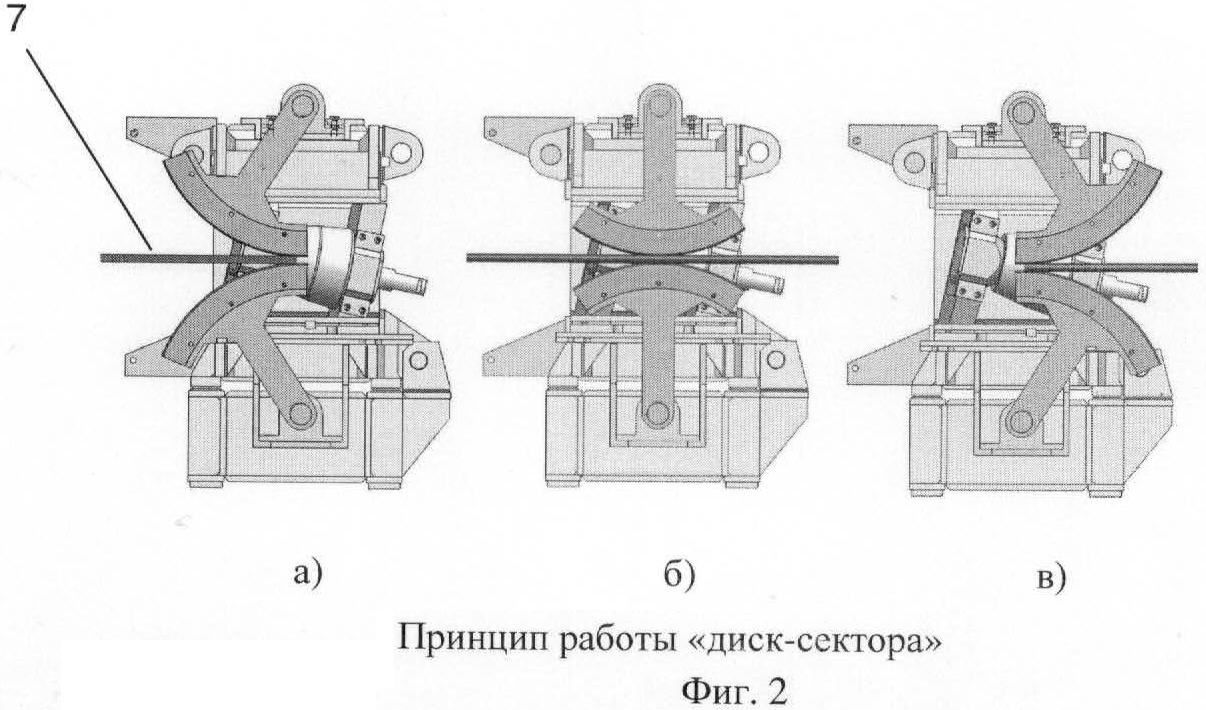
На фиг.2 изображен принцип работы направляющего инструмента диск-сектора стана винтовой прокатки; на фиг.2а - в начальный момент прокатки; на фиг.2б - в середине прокатки; на фиг.2в - в конечный момент прокатки.
Устройство работает следующим образом. При начале прокатки исходной заготовки 7 направляющий инструмент находится в исходном положении, при котором он повернут на начальный угол в сторону входной проводки. Во время прокатки направляющий инструмент поворачивается на рабочий угол в свое конечное положение за время, строго равное времени контакта металла с бандажом диск-сектора. После прокатки диск-сектор с помощью привода отводится в исходное положение. Инструмент готов к новой прокатке.
Время поворота диск-сектора рассчитывается по формуле:

где l - длина заготовки;
Дв - диаметр рабочих валков;
lk - длина контактной поверхности заготовки - гильзы с диск-сектором;
n - частота вращения валков;
β - угол подачи;
η0 - коэффициент осевой скорости, η0=0,8.
В совокупности указанные признаки обеспечивают решение поставленной задачи: уменьшение габаритов станины и упрощение процесса настройки инструмента при переходе на другой типоразмер.
Направляющий инструмент стана винтовой прокатки, включающий раму, закрепленную на ней ось с подшипниками, на которых установлена с возможностью поворота ступица с бандажом, отличающийся тем, что ступица выполнена в виде Т-образного рычага, а бандаж - в виде сектора диска, при этом длина рычага составляет 0,5-0,8 радиуса сектора диска, ось выполнена приводной и размещена в эксцентриковых втулках с возможностью поворота на угол 180° и регулирования в вертикальном положении, ступица имеет привод поворота, обеспечивающий возможность поворота сектора диска за время где l - длина гильзы (трубы);l - длина контактной поверхности заготовки - гильзы с диск-сектором;Д - диаметр рабочих валков;n - частота вращения валков;β - угол подачи;η - коэффициент осевой скорости.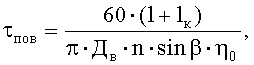
Способ получения тонколистового проката из бор-содержащего алюминиевого сплава
Способ получения слитков и тонколистового проката из бор-содержащего алюминиевого сплава
Линейка прошивного стана
Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой
Способ прошивки в стане винтовой прокатки
Способ винтовой прокатки и устройство для его осуществления
Способ изготовления медицинской маски
Способ повышения достоверности и информативности результатов неразрушающего контроля
Способ плакирования огнеупорных зернистых материалов
Способ переработки сурьмяно-мышьяковых сульфидных золотосодержащих руд
Способ получения тонколистового проката из бор-содержащего алюминиевого сплава
Способ получения слитков и тонколистового проката из бор-содержащего алюминиевого сплава
Линейка прошивного стана
Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой
Способ прошивки в стане винтовой прокатки
Способ винтовой прокатки заготовки
Способ винтовой прокатки
Способ изготовления пластин для теплообменников
Оправочный узел стана винтовой прокатки
Способ винтовой прокатки

